防震膜可能是目前最受欢迎的包装材料,仅次于纸箱。 然而,您是否知道防震膜最初并不是为包装而设计的? 气泡膜发明的目的是什么? 事实上,它的设计目的与交通无关。
在今天的文章中,我们将了解防震膜背后的故事。 从谁发明了防震膜到其制作过程,以下是您需要了解的有关这项惊人发明的所有信息!
更多阅读:
- 复合袋由什么材料制成?
- 了解集装袋及其生产过程
- 水泥袋生产综合工艺
1. 防震膜的诞生史
1.1. 防震膜的起源

1957 年,阿尔弗雷德·菲尔丁 (Alfred Fielding) 和瑞士发明家马克·查瓦尼斯 (Marc Chavannes) 在新泽西州霍桑发明了防震膜。 但两者的目的都不是创造可以用作包装的东西。 相反,他们寻求生产带图案的壁纸。
最初的冲击膜制造过程是通过将两个浴帘层压在一起来完成的,这种方式可以捕获气泡,从而使壁纸具有纹理外观。 这种壁纸的想法并不是很成功。
然后他们开始寻找产品的另一种用途。 发明防震膜三年后,制造防震膜 Sealed Air 公司的营销人员弗雷德里克·W·鲍尔斯 (Frederick W. Bowers) 终于想出了理想的用途。
1.2. 防震膜的特点
称为“防震膜”的包装材料由微小气泡组成,旨在缓冲和保护易碎物品。
许多人对防震膜背后的技术感到好奇。 简而言之,气穴形成夹在两层聚乙烯膜之间的防震膜。 在运输或搬迁过程中,保护易碎产品免受有害气泡的影响。 气泡包装纸有片状、卷状,甚至可以集成到邮寄信封中。
由于其优异的特性,很受欢迎用于包装:
- 轻
- 透明
- 防潮
- 防止表面磨损
- 使用简单
- 优良的电气绝缘品质
- 灵活且强大
- 用途广泛
- 防水的
- 使用手动工具即可轻松切割
人们在使用防震膜进行包装时,有一些常见的问题。
防震膜是否防静电?
使用普通防震膜时,会产生静电,对主板、电脑芯片等电子设备有害。 因此,在运输电子产品时,选择防静电防震膜非常重要。
防震膜是导体还是绝缘体?
天然隔热防震膜。 困在气泡中的空气层形成了一个屏障,将温暖的空气保留在内部并阻止不必要的寒冷。
2. 防震膜是用什么材料制成的?
2.1. 主要成分
那么食品保鲜膜是由什么材料制成的呢? 气泡包装材料的主要成分是由聚乙烯和聚丙烯塑料制成的薄塑料片或薄膜。

由于这些塑料工作效率高且价格合理,因此得到广泛使用。 它们可以被模制成耐用、柔韧的薄膜,能够容纳空气而不泄漏。 这些塑料也是热塑性材料,因此熔化和成型很简单。
鉴于塑料片材在制造过程中可以被加热,这一特性非常重要。 垫子的顶部和底部面板可以由多种类型的塑料制成,从而赋予其独特的品质。 例如,一层可以由较硬的材料制成,以提高最终产品的刚度。
2.2. 附加化学品
基础聚合物与一系列添加剂混合,以改变其性能,并使聚丙烯或聚乙烯薄膜的制造过程更加容易。
这些添加剂包括增塑剂、热稳定剂、紫外线吸收剂、粘合剂和增强聚合物和填料之间粘合力的耐久性改性剂,以及润滑剂和化学品。可塑性调节树脂混合物的柔韧性。
此外,还提供抗静电化学品以减少静电积聚,并可添加杀菌剂以防止微生物生长。
3. 防震膜生产流程
防震膜生产过程由三个基本阶段组成:树脂混合和片材挤出、层压和精加工流程。
第 1 步:混合塑料并挤出
混合树脂
塑料从供应商大批购买的,并根据制造商的规格进行混合。 在该组合过程中,将加热的聚乙烯树脂与上述组分组合。
然后将混合物熔化并成型为直径为 0.125 英寸(0.3175 厘米)的颗粒。 这些颗粒首先被添加到挤出机中,挤出机是制造过程中使用的成型设备。
将颗粒落入挤出机一端的料斗中。 颗粒从该料斗被送入一个长的、加热的桶中。 塑料由内置于桶内的螺杆向前推动。 桶的另一端放置了一个不锈钢板模,可生产宽度达 10 英尺(3 米)的板材。
挤压
当塑料沿着加热的桶向下移动时,它开始熔化; 完成后,它很容易被推入模具的孔中。 熔融塑料在被迫通过模具时被模制成片,然后进一步加工。
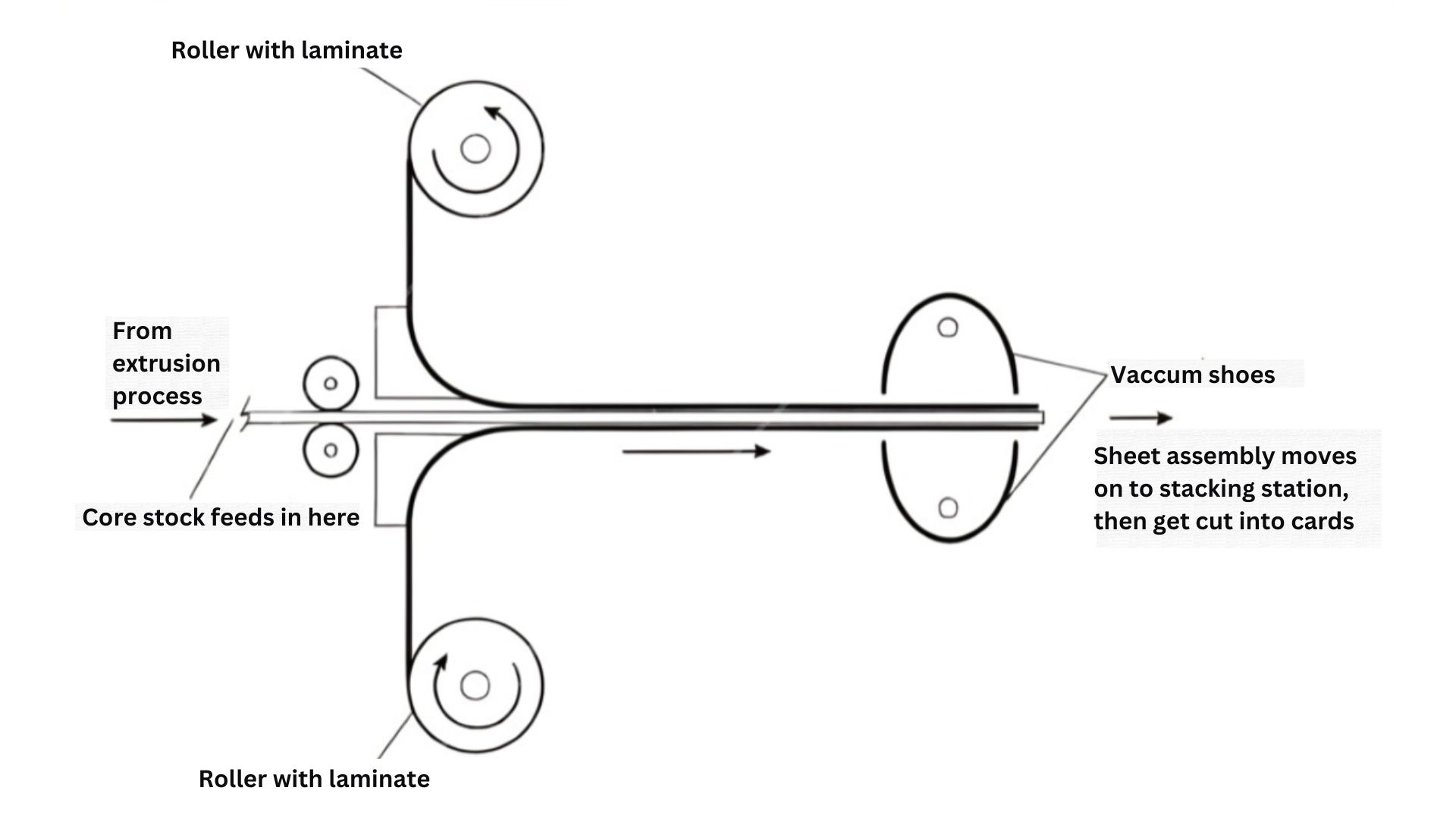
根据工艺的不同,板材可以趁热立即层压,也可以先冷却后再层压。 在这两种情况下,片材均被挤出,然后通过三辊精整机或三辊不锈钢辊堆。
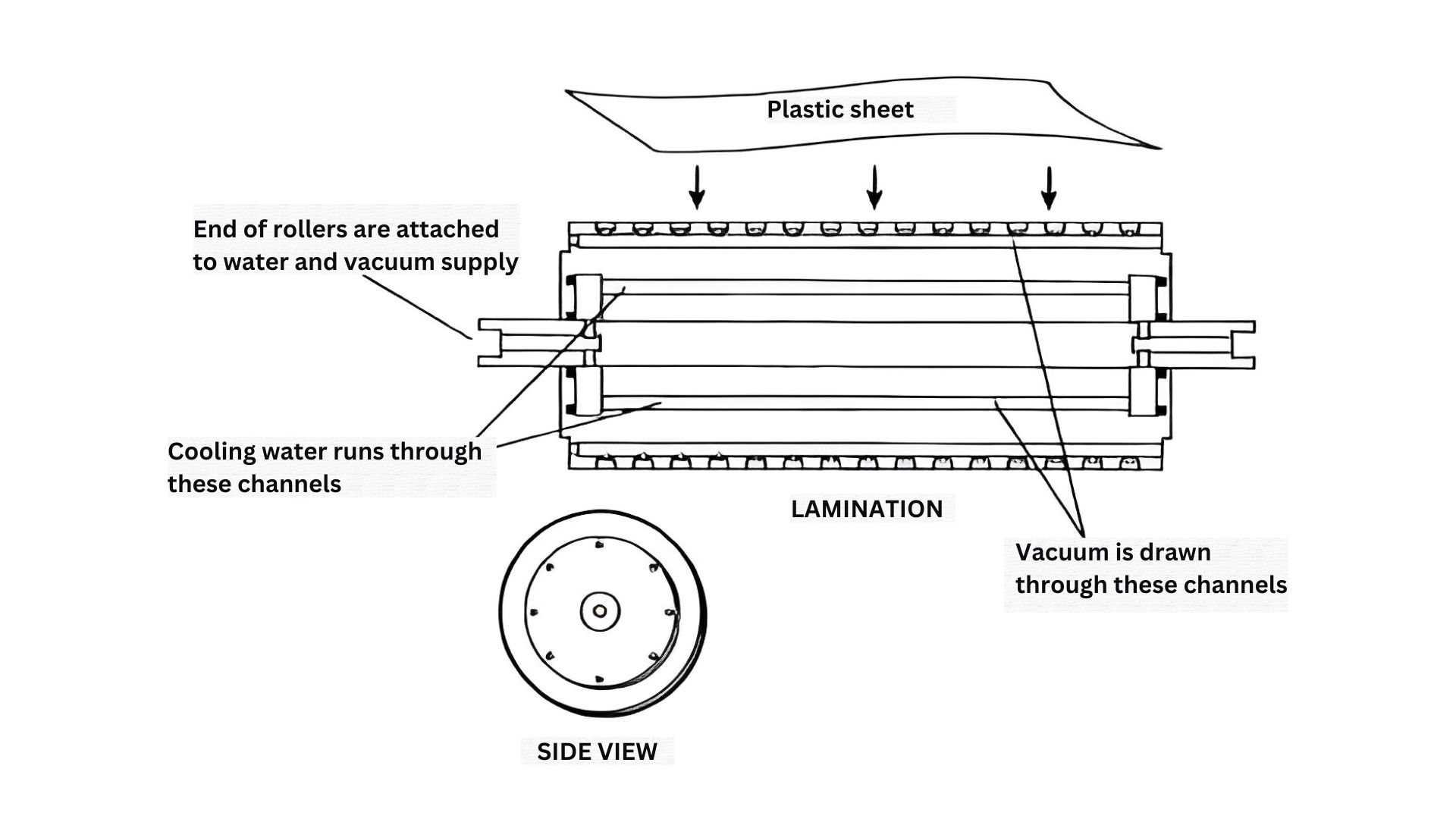
这些水冷辊直径为 10-16 英寸(25.4-41 厘米),采用内部冷却。 顶部两个滚轮的连接处(销)是塑料片材离开模具时进入的地方。 当纸张通过顶部、中间和底部辊送入时,辊将纸张向内拉动。
板坯在被这些辊冷却的同时保持适当的尺寸和形状。 经过三辊组后,板材进入称为拉伸辊的第二组辊,拉伸板材通过剩余的加工步骤。
第 2 步:层压
层压
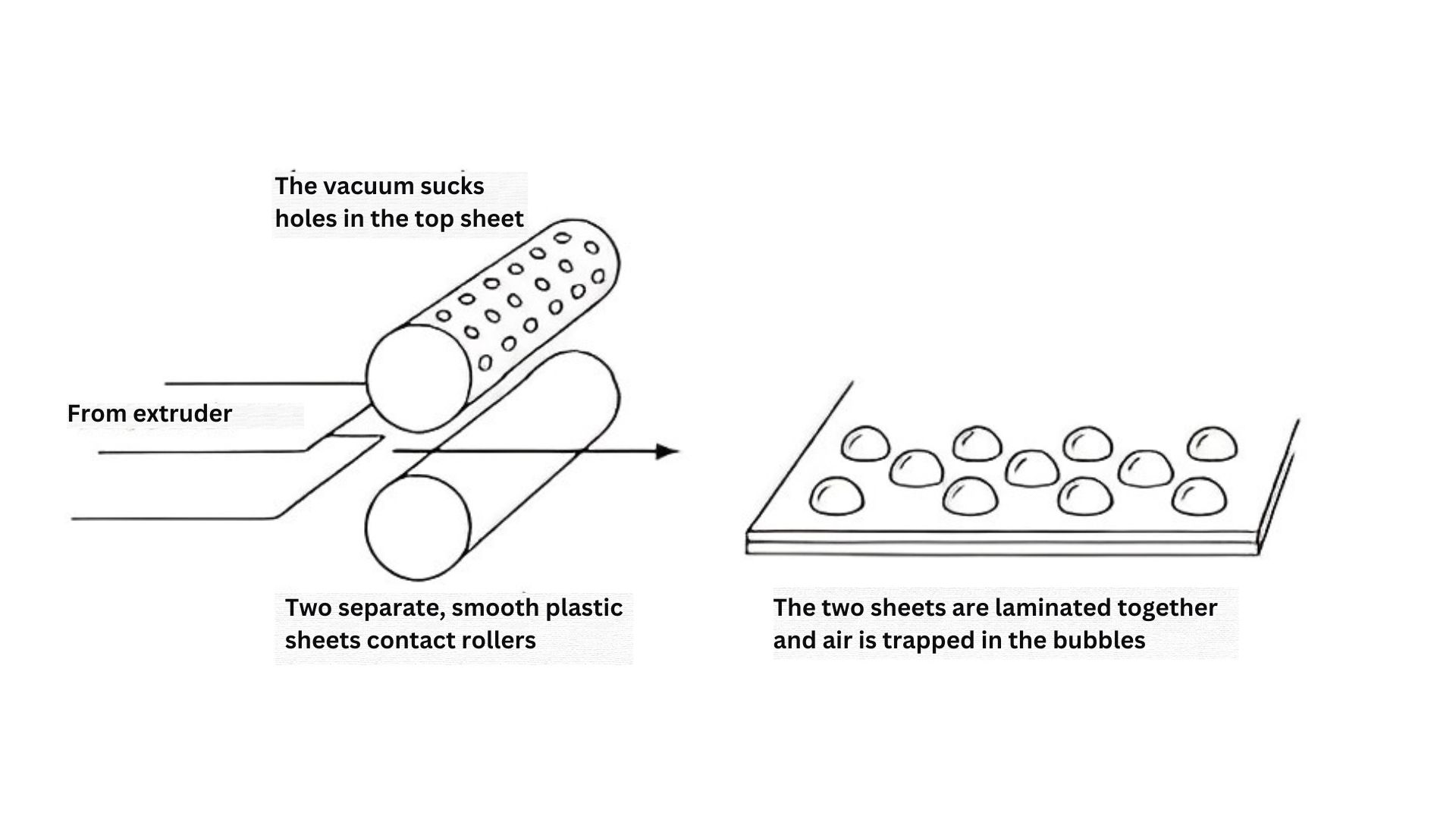
将两块板材粘合在一起并捕捉气泡的方法称为层压。 通过对板材进行一定的拉伸或冲孔,就可以将这些气泡均匀地排列在板材表面。 由于这些均匀分布的变形,片材将滞留空气并形成明显的口袋。
面板变形过程中热量会软化塑料。 话虽如此,该过程可以在挤出后片材仍温热时进行,或者可以在片材加热并模制之后进行。
然后可以通过将软化的片材与成形表面接触来将其成形为气泡。 该表面可以是具有以所需方式分布的突出部的板或辊。 当熔化的片材与成型表面接触时,塑料被模制成所需的形状。
创建气穴
一种技术使用旋转带作为成形表面来形成这些气穴。 这条带周围有几个孔。 当平台沿着带移动时,吸力从真空源传递到带中的空隙。 由于气压差,树脂延伸到皮带的孔中,形成多个口袋。
在另一种技术中,铸造板被用作成形表面。 通过抽真空的塑料片被放置在该片下方的适当位置。 当通过吸力迫使板与模板中的突起相符时,产生具有适当不平坦表面的模制板。
在第三种技术中,使用旋转成型圆筒在塑料中产生气穴。
密封
在通过上述过程的产生气穴之后,将基片和第二片材一起通过一组层压辊供给。 为了确保粘合发生,至少其中一块板需要处于合适的温度。 利用压力和热量将面板密封在一起,任何气泡都留在原处。
第 3 步:精加工
附加操作
如有必要,在层压完成后使用露天系统或气体喷射来冷却片材。 空气可以从上方和下方吹过面板。 有时会使用冷却剂,但这可能会导致清洁问题并需要更多的干燥时间。 根据所生产的防震膜的类型,可能还需要其他专门的工艺。
例如,一些气泡包装材料的一侧涂有粘合剂涂层。 其他的则被切成信封形状以保护精致的小东西。 这些附加工艺可以在层压工艺之前或之后进行,具体取决于所涉及的工艺。
完
垫板完成后,将片材切割成所需的尺寸。 未切割的包装可以作为初始加工的一部分以这种方式进行加工,或者可以将其保存在大卷中并随后切割成一定尺寸。 开槽,也称为切割,是用可以切割厚塑料层的专用刀片完成的。 防震膜可以片状或卷状包装和销售。