Nhựa in 3D PLA (Polylactic Acid) là một trong những loại vật liệu phổ biến nhất trong in 3D FDM nhờ tính thân thiện môi trường, dễ sử dụng và chi phí hợp lý. Tuy nhiên, trong quá trình in thực tế, PLA vẫn có thể gặp nhiều lỗi ảnh hưởng đến chất lượng sản phẩm.
Dưới đây là 5 lỗi thường gặp khi sử dụng nhựa in 3D PLA và cách khắc phục để giúp bạn tối ưu hóa quy trình in và cho ra sản phẩm hoàn thiện hơn.
Trong quá trình sử dụng nhựa in 3D PLA, việc hiểu rõ nguyên nhân và khắc phục các lỗi thường gặp không chỉ giúp tiết kiệm thời gian mà còn nâng cao hiệu suất in.
1. Tầng in đầu tiên không bám dính
Biểu hiện:
Khi in bằng nhựa in 3D PLA, một trong những lỗi thường gặp là tầng in đầu tiên không bám chắc vào bàn in. Biểu hiện cụ thể là mô hình bị bong ra trong quá trình in, thậm chí bị lệch khỏi vị trí ban đầu. Ngoài ra, tầng đầu tiên có thể bị cong vênh hoặc nâng lên khỏi mặt bàn, dẫn đến việc in hỏng toàn bộ mô hình.
Nguyên nhân:
Nguyên nhân chính khiến tầng in đầu tiên không bám dính có thể do bàn in chưa được cân bằng chính xác, dẫn đến khoảng cách giữa đầu phun và bàn in không đồng đều. Ngoài ra, nếu nhiệt độ bàn in chưa đạt mức cần thiết để làm mềm PLA hoặc bề mặt bàn in bị bẩn, không có lớp keo dính hỗ trợ, việc bám dính giữa lớp in và bàn in sẽ kém hiệu quả.
Cách khắc phục:
- Kiểm tra và cân chỉnh lại mặt bàn in (bed leveling)
- Tăng nhiệt độ bàn in lên khoảng 50–60°C
- Dùng keo dán, băng keo hoặc tấm PEI hỗ trợ bám dính
- Sử dụng tính năng brim/skirt trong phần mềm slicing để tăng diện tích tiếp xúc
2. Lỗi tắc đầu phun (nozzle clogging)
Nhựa in 3D PLA tuy dễ in hơn so với nhiều loại nhựa khác nhưng vẫn có thể gặp tình trạng tắc đầu phun nếu không được bảo quản hoặc sử dụng đúng cách.

Biểu hiện:
Trong quá trình in, bạn có thể nhận thấy máy in đột nhiên ngừng đùn sợi nhựa PLA hoặc sợi ra rất ít, không đều. Lớp in bị gián đoạn, mô hình thiếu chi tiết, bề mặt trở nên lỗ chỗ hoặc trống rỗng. Đây là dấu hiệu rõ ràng cho thấy đầu phun đang bị tắc nghẽn.
Nguyên nhân:
Tình trạng tắc đầu phun thường xảy ra khi nhựa bị nhiễm tạp chất hoặc đã hút ẩm do bảo quản không đúng cách, khiến nó không chảy đều trong quá trình in. Ngoài ra, các cặn nhựa cháy do quá nhiệt có thể tích tụ bên trong đầu phun. Nếu nhiệt độ in quá thấp so với thông số khuyến nghị, PLA sẽ không nóng chảy hoàn toàn và dễ gây tắc nghẽn.
Cách khắc phục:
- Dùng nhựa chất lượng cao, bảo quản trong túi hút ẩm
- Thực hiện thao tác "cold pull" để làm sạch đầu phun
- Vệ sinh đầu phun định kỳ hoặc thay đầu phun mới nếu cần
- Tăng nhiệt độ in trong khoảng khuyến nghị cho PLA (190–220°C)
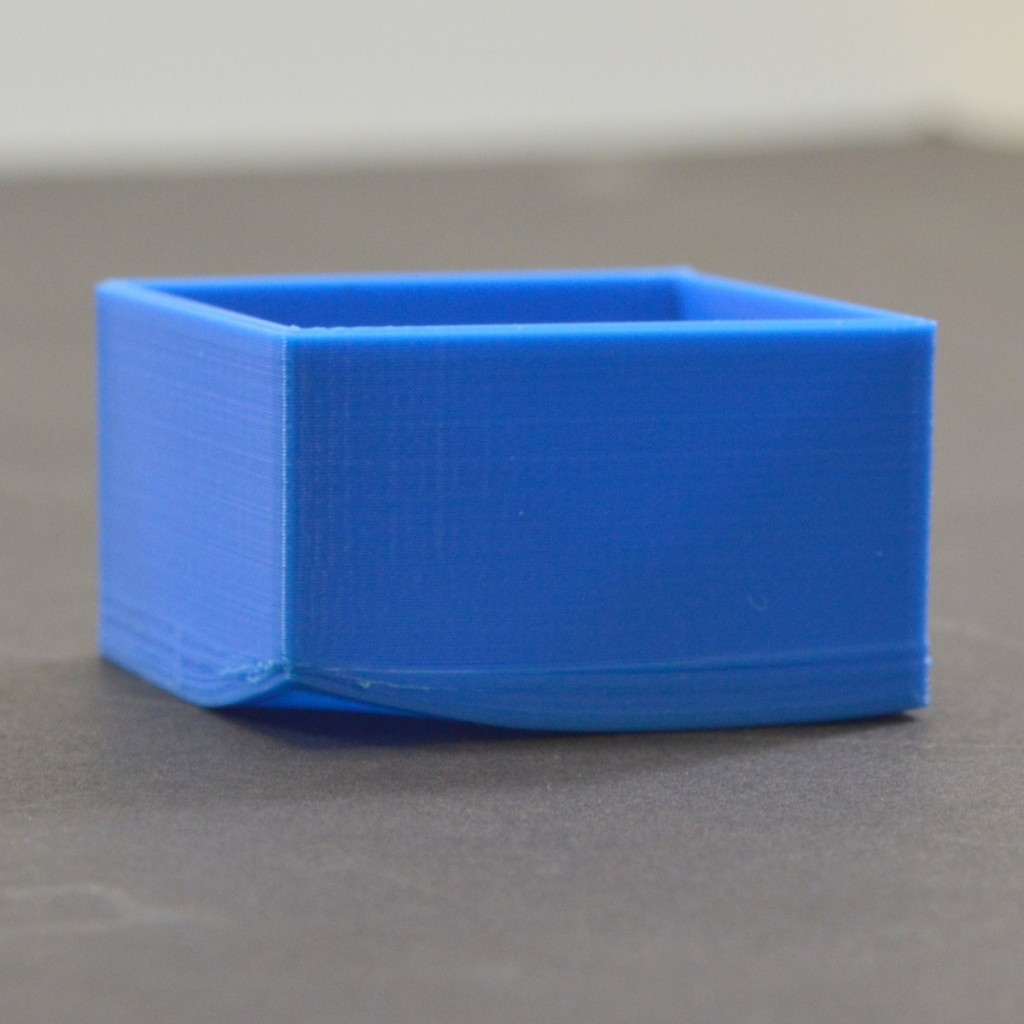
3. Lỗi co ngót và cong vênh (warping)
Biểu hiện:
Lỗi warping xảy ra khi một phần của mô hình, đặc biệt là các góc, bị nhấc khỏi mặt bàn trong quá trình in. Mẫu in có thể bị cong, vênh hoặc biến dạng dọc theo chiều cao, gây mất thẩm mỹ hoặc ảnh hưởng đến độ chính xác kỹ thuật.
Nguyên nhân:
Warping thường do sự chênh lệch nhiệt độ lớn giữa lớp in và môi trường xung quanh, khiến vật liệu co rút không đồng đều khi nguội. Nếu không có hộp bảo vệ máy in hoặc không gian in bị tác động bởi luồng gió hoặc nhiệt độ phòng quá thấp, mẫu in dễ bị cong vênh ngay từ các lớp đầu tiên.
Cách khắc phục:
- In trong không gian kín hoặc có hộp che máy in
- Duy trì nhiệt độ phòng ổn định
- Dùng bàn in có khả năng giữ nhiệt và vật liệu hỗ trợ bám dính tốt
4. Lỗi kéo sợi nhựa thừa (stringing)

Hiện tượng stringing chủ yếu xảy ra khi nhiệt độ in quá cao khiến nhựa in 3D PLA trở nên quá lỏng
Biểu hiện:
Khi in các mô hình có khoảng trống hoặc chi tiết rời, bạn có thể nhận thấy các sợi nhựa mỏng như tơ nhện kéo từ vị trí này sang vị trí khác. Đây là hiện tượng stringing – những sợi nhựa dư thừa khiến bề mặt sản phẩm bị lem nhem, khó xử lý sau in.
Nguyên nhân:
Hiện tượng stringing chủ yếu xảy ra khi nhiệt độ in quá cao khiến PLA trở nên quá lỏng, dễ bị kéo dài thành sợi khi đầu in di chuyển giữa các vùng trống. Đồng thời, nếu cài đặt thông số retraction chưa hợp lý, đầu phun không rút nhựa đúng lúc sẽ để lại sợi nhựa mỏng giữa các chi tiết.
Cách khắc phục:
- Giảm nhiệt độ in xuống gần ngưỡng tối thiểu (190–200°C)
- Bật tính năng retraction và điều chỉnh khoảng rút nhựa phù hợp (3–6 mm)
- Tăng tốc độ retraction (25–45 mm/s)
5. Lỗi lớp in không đều (under/over extrusion)
Khi sử dụng nhựa in 3D PLA, việc đảm bảo lớp in ổn định là yếu tố then chốt ảnh hưởng trực tiếp đến chất lượng thành phẩm.

Khi sử dụng nhựa in 3D PLA, việc đảm bảo lớp in ổn định là yếu tố then chốt.
Biểu hiện:
Trong một số trường hợp, lớp in không được trải đều khiến một số vùng quá dày còn một số vùng lại quá mỏng. Điều này khiến bề mặt sản phẩm trở nên gồ ghề, không mịn, và làm giảm độ chính xác của chi tiết in 3D.
Nguyên nhân:
Lỗi lớp in không đều thường đến từ việc máy in không duy trì được dòng chảy nhựa ổn định. Điều này có thể xuất phát từ tốc độ đùn không nhất quán, bánh răng đùn bị mòn hoặc trượt, khiến lượng nhựa ra không đủ hoặc quá nhiều. Ngoài ra, nếu cuộn nhựa có đường kính không đồng đều, lượng nhựa được nạp vào cũng sẽ thay đổi theo, gây ảnh hưởng đến chất lượng bề mặt.
Cách khắc phục:
- Kiểm tra và hiệu chỉnh lại dòng chảy nhựa (flow rate)
- Vệ sinh hoặc thay bánh đùn (extruder gear)
- Dùng nhựa chất lượng cao với đường kính ổn định (1.75 ± 0.03mm)
6. Kết luận
Mặc dù nhựa in 3D PLA là vật liệu thân thiện và dễ sử dụng, việc kiểm soát chất lượng in vẫn đòi hỏi sự quan sát và điều chỉnh phù hợp. Loại nhựa này đặc biệt thích hợp với người mới bắt đầu cũng như người dùng chuyên nghiệp nhờ khả năng gia công ổn định. Sử dụng đúng cách, nhựa in 3D PLA giúp tạo ra các chi tiết in sắc nét, mịn màng và ít gặp lỗi. Hiểu rõ các lỗi thường gặp và cách xử lý sẽ giúp bạn chủ động hơn trong quá trình in, giảm thiểu lãng phí và nâng cao chất lượng sản phẩm đầu ra.
7. Giới thiệu về EuroPlas
EuroPlas là một trong những nhà sản xuất hạt nhựa lớn nhất thế giới với 7 nhà máy tại Việt Nam và Ai Cập, công suất lên đến 800.000 tấn/năm. Sản phẩm của EuroPlas đã có mặt tại hơn 95 quốc gia.
EuroPlas cung cấp dòng sản phẩm BiONext, được làm từ các nguồn sinh khối tái tạo như axit polylactic (PLA) và Polyhydroxyalkanoate (PHA), thực vật (ngô, dầu cọ, khoai tây) hoặc nhiên liệu hóa thạch như co-polyester aliphatic-aromatic (PBAT).
Khám phá thêm tại Blog EuroPlas hoặc liên hệ với chúng tôi qua Trang liên hệ.