Gel bị oxy hóa, vết carbon và gel không trộn lẫn có thể được tạo ra bên trong dây chuyền xử lý ép đùn. Các gel liên kết chéo và các đốm đen xảy ra do các phần trong quy trình không hoạt động và có thời gian cư trú lâu dài trong máy đùn. Gel nguyên chất và các polyme mạnh xuất hiện do khi gia công. Bài viết này sẽ đưa ra một số phân tích lí do các hiện tượng này xảy ra.
1. Gel trong quá trình đúc phim
Các gel liên kết ngang có thể hình thành trong các khu vực không hoạt động của các kênh vít, đường trao đổi và cắn bụi. Thời gian cần thiết để các gel này tạo khung kéo dài từ khoảng 30 phút đối với kẹo cao su polyetylen (LLDPE) có độ dày thấp thẳng đến 12 ngày đối với kẹo cao su polyetylen (LDPE) có độ dày thấp. Các vị trí không hoạt động có thể xảy ra tại các lối đi và lối ra khỏi máy trộn và phân đoạn ranh giới, đồng thời chúng có thể xảy ra khi kênh đo sáng của máy đùn lỗ khoan trơn không kiểm soát tốc độ. Trong những trường hợp này, một khu vực phía trên của phân đoạn đo sáng bị hạn chế tốc độ, khiến các phân đoạn của phân đoạn đo lường hoạt động trong tình trạng lấp đầy một phần.
Tại thời điểm khi các kênh này hoạt động không đầy đủ, luồng cơ bản nằm ở phía đẩy của kênh trong khi phía sau hoạt động vô hiệu lúc đầu. Sau một khoảng thời gian, kẹo cao su sạch sẽ lọt vào các khoảng trống và quay bằng vít trong thời gian dài. Chắc chắn nhựa cây sẽ bị mất chất, hình thành các gel liên kết ngang. Những bất ngờ nhỏ trong quy trình có thể loại bỏ vật liệu này, cho phép vật liệu chảy xuôi dòng tạo thành sữa tắm gel trong phim. Một nhà máy sản xuất phim đang loại bỏ quảng cáo chiêu hàng LDPE thành vật phẩm khẳng định danh tiếng bằng cách sử dụng quy trình sản xuất phim. Vì lý do hấp dẫn, một máy đùn 33 L/D khác có chiều ngang 88,9 mm đã được đưa vào nhà máy. Không lâu sau khi khởi động, sản phẩm đạt yêu cầu và chất lượng cao.
Sau 12 ngày, dây chuyền bắt đầu gặp phải sự phóng thích không liên tục của vật liệu liên kết ngang (vòi gel) và các đốm carbon. Hình ảnh của các loại gel này đã xuất hiện trong Hình 10. Thỉnh thoảng, các vòi sen gel được theo dõi 2 đến 3 lần mỗi ngày và sẽ kéo dài từ 1 đến 5 phút. Các gel rõ ràng là liên kết chéo và có màu tối hơn. Nhiệt độ đùn cao hơn dự đoán cho quy trình. Các loại gel không liên tục dẫn đến thời gian ngừng sản xuất do làm sạch và do nhiều phản đối của khách hàng. Mức độ kiểm soát giá trị cao và tốn kém được yêu cầu để trục xuất mặt hàng bị nhiễm gel ra khỏi mặt hàng chính. Do thời gian ngừng hoạt động cao và số lượng kiểm soát giá trị bất thường cần thiết, nhiệm vụ của dây chuyền mới tốn kém hơn một cách ấn tượng so với dự kiến.
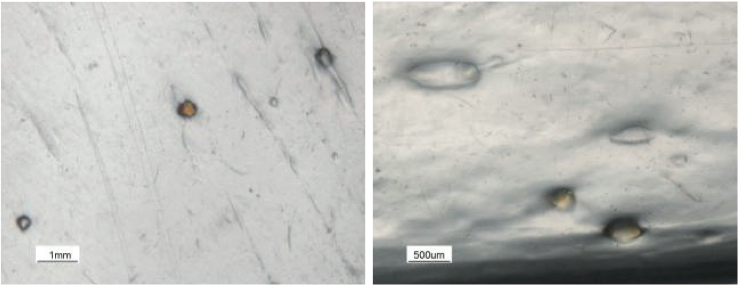
Hình 10. Hình ảnh các gel liên kết ngang trong màng LDPE.
Người ta đoán rằng máy đùn đang hoạt động hơi đầy do tốc độ đặc biệt thấp giữa các nguyên công. Để quyết định xem các kênh bị lấp đầy một phần có phải là nguyên nhân cơ bản dẫn đến tốc độ giảm, nhiệt độ nhả cao và vật liệu bị hỏng hay không, trục vít đã bị tạm dừng và trục vít được trục ra khi còn nóng từ máy đùn. Việc kiểm tra polyme trên dây buộc cho thấy rằng diện tích đồng hồ đo bằng một phần chiều rộng kênh ở các cạnh sau của các chuyến bay đối với mọi thứ ngoại trừ phép đo cuối cùng được nạp bằng kẹo cao su LDPE được cacbon hóa một nửa, có bóng mờ, chứng tỏ rằng các vị trí này là nằm im. Tốc độ truyền phát giảm dần khiến các khu vực này gần như bị lấp đầy, tạo ra các vùng trống ở phía sau của kênh. Một phần của hắc ín bám vào phía sau của phần chìm của các vùng trống và ở đó trong các thời đại mở rộng, như thể hiện trong Hình 11.
Cuối cùng, hắc ín theo sau các vùng trống đã biến chất thành vật liệu liên kết chéo, có màu sẫm. Các loại quy trình nhỏ đã loại bỏ một phần vật liệu này và gây ra hiện tượng chảy gel không liên tục làm hỏng vật phẩm. Ngoài ra, chất rắn được nén chặt đã được phát hiện trong kênh tại lối đi đến khu vực cản trở. Vật liệu nêm được gây ra bởi chiều rộng vừa phải của giường mạnh đi vào bị hạn chế trong chiều rộng giảm dần liên tục của kênh chất rắn của phân khúc ranh giới.
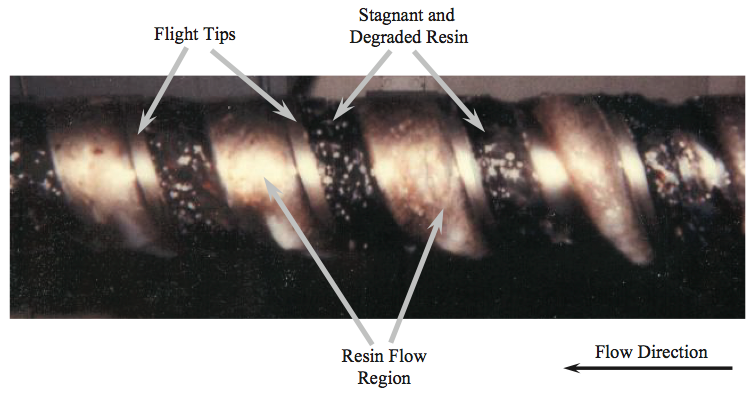 Hình 11. Ảnh chụp vít hút chân không thể hiện dòng hắc ín và hắc ín bị khử do các hạt không hoạtđộng[/caption]
Hình 11. Ảnh chụp vít hút chân không thể hiện dòng hắc ín và hắc ín bị khử do các hạt không hoạtđộng[/caption]
Câu trả lời chuyên biệt để xử lý vấn đề này là sự điều chỉnh đơn giản đối với việc đi qua của phân đoạn hòa tan ranh giới. Đối với thay đổi này, một phần kim loại trong dung dịch hòa tan đi qua kênh đã được hút chân không dọc theo một đoạn của chuyến bay vật cản, cho phép một số vật liệu mạnh đi vào kênh đã được làm mềm và giảm bớt giới hạn tại phần đó. Bằng cách giảm bớt giới hạn, tốc độ hạn chế trước của quy trình được chuyển đổi từ khu vực lối đi của đoạn tắc nghẽn sang đoạn đo sáng. Sau khi thay đổi được thực hiện, các gel đã bị xóa khỏi quy trình.
2. Gel không pha trộn trong quá trình đúc phim
Như đã trình bày, gel nguyên chất là những loại cực kỳ rắn chắc, ở dạng lỏng khi chúng được giải phóng khỏi xô, tuy nhiên, trước tiên sẽ cứng lại sau khi làm mát để tạo ra một loại gel trông giống như một phần polyme bền. Những loại gel này được trục xuất một cách hiệu quả khỏi quy trình trục xuất bằng cách đưa tất cả nhựa lỏng vào trạng thái lo lắng bất thường một lần gần với việc nhả vít trục xuất. Áp suất này được kết nối hiệu quả bằng cách sử dụng máy xay kiểu Maddock với độ trễ vừa phải trên trục trộn. Một quy trình phim đang tạo ra một phim đơn lớp có mức gel thấp. Các gel đã được thử sử dụng kính hiển vi giai đoạn nóng và được xác định là các loài bị cuốn hút sâu (gel không trộn lẫn). Các gel này hòa tan và sau đó biến mất khi được làm ấm và tập trung vào thông qua việc trải trọng lượng bằng thiết bị nha khoa, như thể hiện trong Hình 12.
Các gel nguyên chất được loại bỏ bằng cách mở rộng cảm giác lo lắng trong máy xay Maddock. Cảm giác lo lắng được mở rộng bằng cách giảm bớt thời gian trên chuyến bay pha trộn. Cảm giác lo lắng cần thiết để phân tán gel nguyên chất phụ thuộc vào hắc ín và mức độ bẫy dây chuyền. Trong những lần gặp gỡ trước đây, cảm giác lo lắng cần thiết để phân tán gel không trộn PE là khoảng 100 đến 200 kPa. 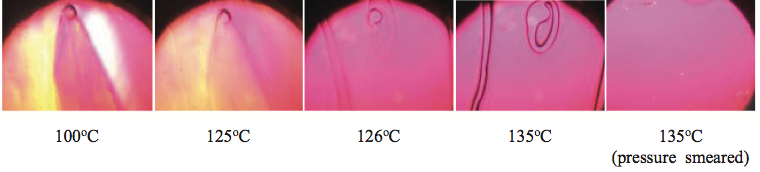 Hình 12. Ảnh chụp một loại gel chưa pha trộn ở nhiệt độ chọn lọc sử dụng dụng cụ phóng đại sắp xếp nóng.
Hình 12. Ảnh chụp một loại gel chưa pha trộn ở nhiệt độ chọn lọc sử dụng dụng cụ phóng đại sắp xếp nóng.
Gel không pha trộn hóa lỏng ở khoảng 135oC. Tại thời điểm gel được trải ra bằng cách di chuyển lớp phủ thủy tinh, áp suất đủ để làm bung các chuỗi polyme với mục tiêu cuối cùng là gel sẽ không quay trở lại sau khi làm mát. Một vấn đề so sánh với các miếng polymer mạnh đã xảy ra đối với kẹo cao su polyurethane (TPU) nhiệt dẻo [10]. Đối với trường hợp này, sự pha trộn của tỷ lệ áp suất thấp hơn, phân đoạn ranh giới mở rộng hơn với một chút thời gian bay cản trở, máy trộn Maddock với một chút tự do bay trộn và các kênh đo sáng sâu hơn đã cho phép nhựa TPU trục xuất với tốc độ gấp đôi và cung cấp các sản phẩm ép đùn tuyệt vời không chứa các bộ phận polyme bền.
Có thể đánh giá áp suất tuyệt đối mà vật liệu gặp phải đối với dòng chảy trong hành trình trộn của máy xay Maddock bằng cách sử dụng Công thức 1 và 2. Cảm giác lo lắng tuyệt đối chịu trách nhiệm phân tách các loài bị đánh bắt. Con số này phụ thuộc vào khoa học vật liệu quay vít.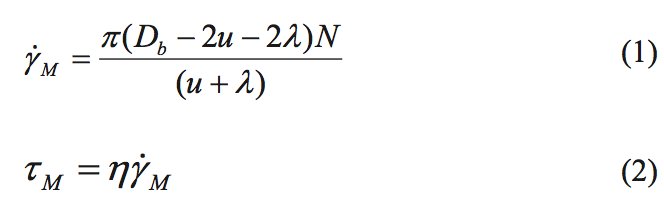
Trong đó YM là tốc độ cắt thông thường đối với luồng trong chuyến trộn trong 1/s, N là tốc độ biến đổi của tốc độ quay chìm/s, ή là độ dày tuyệt đối ở nhiệt độ của quy trình trộn và ở tốc độ cắt YM, Db là chiều rộng thùng, u là loại bỏ làm suy yếu trên chuyến bay trộn, λ là khoảng thời gian bay chính và tM là áp suất tuyệt đối mà vật liệu sẽ tham gia để truyền qua chuyến bay trộn.
Hi vọng, bài viết trên đây đã mang đến cho bạn những thông tin hữu ích về quy trình đúc phim: gel bị oxy hóa, đốm carbon và gel không trộn lẫn. Hãy tới Europlas blog của chúng thôi để tìm hiểu thêm những điều thú vị về nhựa.