Oxidized gels, carbon spots, and unmixed gels can be made inside the extrusion processing line. Crosslinked gels and dark spots happen because of districts in the process that are dormant and have long habitation times in the extruder. Unmixed gels and strong polymer parts happen in light of the fact that the pitch was not subjected to a high feeling of anxiety amid handling. This segment gives a few contextual analyses where these sorts of gels happened. The specialized answers for moderate the gels are then displayed.
1. Gel Showers in a Casting Film Process
Crosslinked gels can shape in dormant areas of screw channels, exchange lines, and bites the dust. The time required for these gels to frame run from around 30 minutes for straight low thickness polyethylene (LLDPE) gum up to 12 days for low thickness polyethylene (LDPE) gum. Dormant locales can happen at passages and ways out of blenders and boundary segments, and they can happen when the metering channel of smooth-bore extruders isn't controlling the rate. In these cases, an area upstream of the metering segment is rate constraining, causing segments of the metering segment to work in part filled. At the point when these channels work incompletely filled the fundamental stream is on the pushing side of the channel while the trailing side works void at first. After a timeframe, clean gum gets into the void areas and turns with the screw for long lengths. Inevitably the sap will debase, shaping crosslinked gels. Slight process surprises can remove this material, enabling the material to stream downstream making a gel shower in the film.
A film plant was expelling an LDPE pitch into a claim to fame item utilizing a cast film process. Because of appeal, another 88.9 mm distance across, 33 L/D extruder was introduced in the plant. Not long after startup, the item was satisfactory and high caliber. Following 12 days, the line started to encounter discontinuous releases of crosslinked material (gel showers) and carbon spots. Photos of these gels have appeared in Figure 10. Now and again, the gel showers were watched 2 to 3 times each day and would last from 1 to 5 minutes. The gels were obviously crosslinked and were darker in shading. The extrudate temperature was higher than anticipated for the procedure. The discontinuous gels brought about creation downtime because of cleansing and in various client protestations. A high and expensive level of value control was required to expel the gel sullied item from the prime item. Because of the high measure of downtime and the abnormal amounts of value control required, the task of the new line was impressively more costly than arranged.
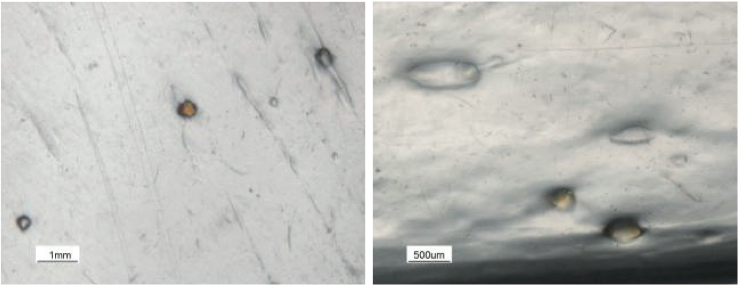 Figure 10. Photos of crosslinked gels in an LDPE film.
Figure 10. Photos of crosslinked gels in an LDPE film.
It was guessed that the extruder was working somewhat full because of the low particular rate amid task. To decide whether somewhat filled channels were the underlying driver of the lessened rate, high release temperature, and corrupted material, screw pivot was halted and the screw was expelled while hot from the extruder. Examination of the polymer on the fasten showed that the meter area about the portion of the channel width on the trailing sides of the flights for everything except the last measurement was loaded up with a dull shaded, halfway carbonized LDPE gum, demonstrating that these locales were dormant.
The diminished stream rate made these locales be mostly filled, making void areas on the trailing side of the channel. A portion of the pitch clung to the trailing side of the sink the void locales and remained there for expanded eras, as appeared in Figure 11.
The tar following in the void areas in the end debased into the dim hued, crosslinked material. Little process varieties unstuck a portion of this material and caused the discontinuous gel showers that tainted the item. In addition, compacted solids were discovered wedged in the channel at the passage to the hindrance area. The wedged material was caused by the moderately vast width of the entering strong bed being constrained into the consistently diminishing width of the solids channel of the boundary segment.
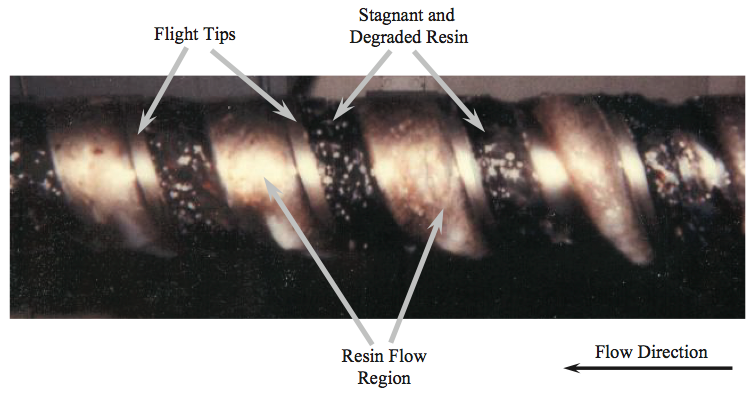 Figure 11. Photo of an evacuated screw demonstrating the tar stream and debased tar because of dormant districts.
Figure 11. Photo of an evacuated screw demonstrating the tar stream and debased tar because of dormant districts.
The specialized answer for disposing of this issue was a straightforward adjustment to the passage of the boundary-dissolving segment. For this change, a portion of the metal in the dissolve passing on the channel was evacuated alongside a segment of the obstruction flight, enabling some strong material to enter the soften channel and lessening the limitation at the section. By lessening the confinement, the rate restricting advance of the procedure transformed from the passage area of the obstruction segment to the metering segment. After the alteration was made, the gels were wiped out from the procedure.
2. Unmixed Gels in Casting Film Process
As expressed already, unmixed gels are exceedingly snared species that are liquid when they are released from the kick the bucket, however, harden first after cooling to create a gel that shows up as a strong polymer section. These sorts of gels are effectively expelled from an expulsion procedure by subjecting all liquid sap to a one-time abnormal state of worry close to the release of the expulsion screw. This pressure is effectively connected utilizing a Maddock-style blender with a moderately tight leeway on the blending flight. A film procedure was creating a monolayer film that had a low level of gels. The gels were tried utilizing hot stage microscopy and recognized as profoundly entrapped species (unmixed gels).
These gels dissolved and after that vanished when warmed and focused on through weight spreading utilizing a dental apparatus, as appeared in Figure 12. The unmixed gels were evacuated by expanding the feeling of anxiety in the Maddock blender. The feeling of anxiety was expanded by diminishing the leeway on the blending flight. The feeling of anxiety required to scatter unmixed gels relies upon the tar and the level of chain trap. In past encounters, the feeling of anxiety required to scatter PE unmixed gels is around 100 to 200 kPa.
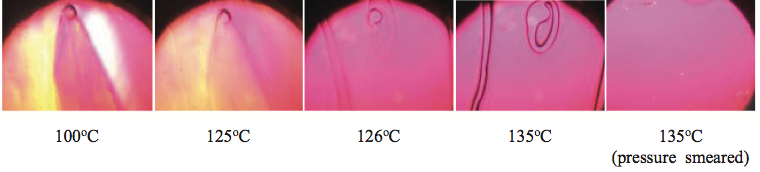 Figure 12. Photos of an un-blended gel at select temperatures utilizing a hot-arrange magnifying instrument.
Figure 12. Photos of an un-blended gel at select temperatures utilizing a hot-arrange magnifying instrument.
The un-blended gel liquefied at around 135oC. At the point when the gel was spread by moving the glass coverslip, the pressure was sufficient to unravel the polymer chains with the end goal that the gel would not return after cooling.
A comparative issue with strong polymer pieces happened for a thermoplastic polyurethane (TPU) gum [10]. For this case, a blend of a lower pressure proportion, a more extended boundary segment with a little obstruction flight leeway, a Maddock blender with a little blending flight freedom, and more profound metering channels enabled the TPU saps to expel at double the rate and give fantastic extrudates that were free of strong polymer parts.
The sheer pressure that the material encounters for stream over the blending trip of the Maddock blender can be assessed utilizing Equations 1 and 2. The sheer feeling of anxiety is in charge of separating the caught species. This figuring depends on screw turn material science.
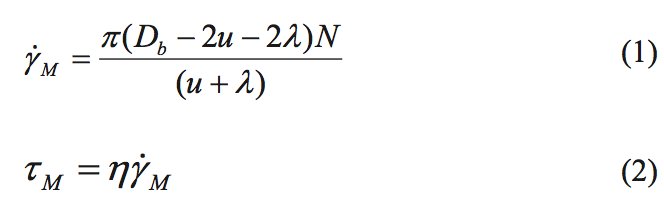 Where YM is the normal shear rate for stream over the blending trip in 1/s, N is the sink turn rate transformations/s, ή is the sheer thickness at the temperature of the blending procedure and at shear rate YM, Db is the barrel width, u is the undermined remove on the blending flight, λ is the primary flight leeway, and tM is the sheer pressure that the material will involvement for stream over the blending flight.
Where YM is the normal shear rate for stream over the blending trip in 1/s, N is the sink turn rate transformations/s, ή is the sheer thickness at the temperature of the blending procedure and at shear rate YM, Db is the barrel width, u is the undermined remove on the blending flight, λ is the primary flight leeway, and tM is the sheer pressure that the material will involvement for stream over the blending flight.
Hopefully, this article has provided you with valuable information about the film casting process: oxidative gel, carbon spotting, and non-mixing gel. Visit
Europlas' blog to discover more interesting insights about plastics.