
In 3D được ứng dụng trong nhiều lĩnh vực để sản xuất đồ vật từ cơ bản đến phức tạp
In 3D là một trong những phương pháp in ấn phổ biến và hiện đại nhất hiện nay. Thuật ngữ 3D là viết tắt của 3-Dimension. In 3D là công nghệ sản xuất bồi đắp để tạo ra các vật thể 3 chiều theo thiết kế mong muốn. Trong ngành in 3D, các lớp vật liệu sẽ được thiết lập tuần tự và lặp đi lặp lại bởi máy in hoặc phần mềm in ấn cho đến khi sản phẩm hoàn thiện. Hiện nay, in 3D được ứng dụng trong nhiều lĩnh vực khác nhau để sản xuất ra các vật thể từ cơ bản đến phức tạp. Chất liệu sử dụng trong in 3D cũng khá đa dạng, từ nhựa, kim loại, gốm sứ và thậm chí cả thực phẩm.
Phương pháp in 3D mang lại nhiều lợi ích to lớn. In 3D cung cấp hình ảnh của vật thể sống động hơn nhiều lần so với các phương pháp khác. Ngoài ra, những ưu điểm như đáp ứng đa dạng mẫu mã in ấn, độ chi tiết cao, tự động hóa,… cũng là những điểm cộng lớn của in 3D. Bên cạnh đó, in 3D còn có nguy cơ gặp phải một số vấn đề trong quá trình vận hành. Những vấn đề này có thể được giải quyết dễ dàng bằng những giải pháp được đề xuất dưới đây!
1. Các vấn đề bạn có thể gặp phải khi in 3D
1.1. Sản phẩm in 3D không dính vào giường in

Sản phẩm in 3D không dính vào giường in còn là do thiếu độ bám dính
Sản phẩm in 3D không dính vào bàn in là một trong những vấn đề thường gặp nhất trong quá trình in 3D. Những trường hợp này thường nằm ở chỗ lớp in đầu tiên không chắc chắn. Ngoài ra, nguyên nhân khiến sản phẩm in 3D không dính vào giường in còn là do thiếu độ bám dính. Sự cố này thường xuyên xảy ra và dẫn đến bản in 3D bị biến dạng, sản phẩm không thành hình hoặc cấu trúc lộn xộn. Vấn đề này đã được nghiên cứu và một số nguyên nhân đã được xác định. Một số nguyên nhân thường gặp là giường in 3D không cân bằng, bị cong vênh, biến dạng, chưa được vệ sinh sạch sẽ, v.v.
Giải pháp cho sản phẩm in 3D không dính vào giường in có thể kể đến như sau:
- Kiểm tra sự cân bằng: việc kiểm tra sự cân bằng của giường in 3D là rất quan trọng. Trong một số trường hợp có thể dùng vít để cố định góc giường.
- Kiểm tra bề mặt: kiểm tra bề mặt giường in 3D trước khi in để phát hiện sớm sự cong vênh, biến dạng của giường.
- Làm sạch bề mặt: làm sạch hoàn toàn bề mặt giường in 3D để tránh các yếu tố như dấu vân tay, vết dầu, mảnh vụn in, v.v.
1.2. Dây tóc không được lắp đúng cách

Lỗi trong quá trình cung cấp dây tóc cho quá trình in 3D có thể được xác định là do một số dây tóc bị biến dạng
In 3D có thể gặp phải vấn đề với quy trình cung cấp dây tóc cho máy in. Một số hiện tượng thường gặp là máy bị quá tải với lượng vật liệu cần thiết, dây tóc bị xáo trộn, dây tóc bị biến dạng,… Sự cố này có thể làm hỏng bản in bất cứ lúc nào. Nghiêm trọng hơn, chúng có thể gây hư hỏng cho máy in 3D của bạn. Dấu hiệu nhận biết đầu tiên có thể dựa trên tiếng ồn mà động cơ tạo ra trong quá trình vận hành. Các sai sót trong quá trình cung cấp dây tóc cho quá trình in 3D có thể được xác định dựa trên một số yếu tố là dây tóc bị biến dạng, thiếu sức căng, ma sát cao, lớp lót PTFE bị mòn, đầu phun bị tắc.
Các giải pháp hiệu quả cho vấn đề lỗi dây tóc trong quá trình in 3D có thể áp dụng như:
- Kiểm tra chất lượng dây tóc: kiểm tra chất lượng dây tóc phải đảm bảo về hình dáng, kích thước,… sẽ giúp quá trình in 3D diễn ra suôn sẻ hơn.
- Kiểm tra độ căng, ma sát: liên tục theo dõi, kiểm tra độ căng, ma sát của dây tóc trong quá trình in 3D để xử lý kịp thời các hiện tượng quá nóng, quá lạnh hay rối dây tóc.
- Kiểm tra lớp lót PTFE: trong quá trình in 3D, lớp lót PTFE cần được kiểm tra kỹ lưỡng để kịp thời bảo trì hoặc thay thế trong trường hợp bị mòn. Ngoài ra, cần kiểm tra kỹ các khe hở của PTFE để đảm bảo chất lượng bản in.
- Vệ sinh đầu phun: thường xuyên vệ sinh đầu phun là một trong những thao tác cần thiết trong quá trình in 3D. Điều này giúp khắc phục các điểm nghẽn trong quá trình in 3D.
1.3. Hiện tượng xâu chuỗi
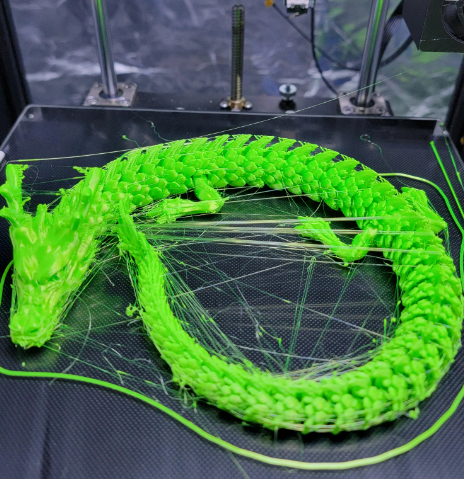
Xâu chuỗi là một số thông số và tỷ lệ của các mục in đã được đặt không chính xác
Trong in 3D, xâu chuỗi là một trong những vấn đề thường xuyên xuất hiện. Nguyên nhân phổ biến của hiện tượng này là do xảy ra lỗi trong quá trình cài đặt in. Cụ thể, có thể hiểu là một số thông số, tỷ lệ của các mục in được thiết lập không chính xác hoặc được thiết lập cho nhiều đối tượng in cùng lúc. Khi sự cố này xảy ra sẽ để lại những viền nhựa thừa trên bản in 3D, hoặc một vài miếng nhựa dính lại với nhau.
Một số giải pháp hữu ích cho việc xâu chuỗi trong in 3D:
- Sử dụng súng nhiệt: súng nhiệt có thể làm chảy sợi nhựa giữa các vật thể in. Lưu ý với cách làm này chúng ta cần phải cẩn thận, tỉ mỉ để tránh hư hỏng sản phẩm.
- Chọn cài đặt in phù hợp: có nhiều cài đặt in có sẵn trên thiết bị. Tùy theo nhu cầu in ấn của bạn mà hãy cân nhắc chương trình cài đặt máy in phù hợp. Đảm bảo cài đặt in của bạn là chính xác nếu bạn đang thiết lập cài đặt in của riêng mình.
- Kiểm tra các bu lông căng: cần kiểm tra và đảm bảo rằng các bu lông căng nằm trên bộ làm việc và máy đùn được siết chặt đúng cách.
- Giảm nhiệt độ vòi phun: Giảm nhiệt độ vòi phun sẽ giúp giảm hiện tượng chuỗi. Nhiệt độ giảm sẽ dao động từ 5 - 10°C.
1.4. Dịch chuyển lớp
Chuyển động của lớp sẽ vô tình làm thay đổi vị trí của lớp in trong in 3D
Trong in 3D, chuyển động của lớp sẽ vô tình làm thay đổi vị trí của lớp in theo thiết kế. Nguyên nhân gây ra lỗi này thường là do chuyển động của trục không chính xác. Khi trục thay đổi, đầu máy đùn có thể bị lệch trong quá trình in 3D. Sự cố này sẽ khiến bản in bị biến dạng hoặc dễ bị nứt.
Dưới đây là một số giải pháp hữu ích cho vấn đề này trong quy trình in 3D:
- Kiểm tra dây đai: dây đai cần được siết chặt để đảm bảo sự ổn định của trục.
- Kiểm tra puly trục: sửa puly là công đoạn rất quan trọng. Ròng rọc lỏng lẻo thường là nguyên nhân chính gây ra sự chuyển động của các lớp in 3D.
- Đảm bảo chuyển động của trục: đảm bảo trục sẽ hoạt động êm ái và trơn tru là điều cần thiết. Chúng ta cần hạn chế tối đa các trường hợp trục bị kẹt, vướng vào dây đai,…
1.5. Máy đùn tạo ra các đốm màu
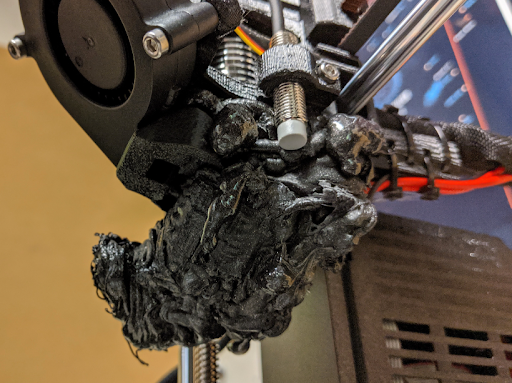
Đốm màu thường xảy ra trong 5 phút đầu của quá trình in 3D và khiến máy in không hoạt động
Đây là một trong những vấn đề cực kỳ tồi tệ xảy ra trong quá trình in 3D. Vấn đề này sẽ biểu hiện khá sớm trong quá trình in 3D. Khi gặp tình trạng máy đùn tạo ra các đốm màu, các lớp in đầu tiên sẽ bong ra và che kín đầu phun. Khi vòi phun bị che lại và máy đùn tiếp tục hoạt động, các đốm màu sẽ ngày càng lớn hơn. Điều này thường xảy ra trong 5 phút đầu tiên của quá trình in 3D và khiến máy in không hoạt động.
Một số biện pháp hiệu quả để ngăn chặn vấn đề này bao gồm:
- Kiểm tra lớp in đầu tiên: kiểm tra lớp đầu tiên rất quan trọng và giúp ngăn ngừa sớm nhất không chỉ sự cố máy đùn tạo ra các vết đốm mà còn nhiều sự cố khác. Cần đảm bảo lớp in đầu tiên được in ở trạng thái hoàn hảo và bám dính tốt để bảo vệ toàn bộ quá trình in sau này.
- Quan sát cẩn thận trong 5–10 phút đầu: vì hiện tượng này rất dễ phát hiện trong 5 đến 10 phút đầu nên quan sát cẩn thận là biện pháp hiệu quả nhất. Nếu phát hiện sự cố, có thể khởi động lại quá trình in từ đầu.
1.6. Khoảng cách lớn giữa các đường nối và các bộ phận
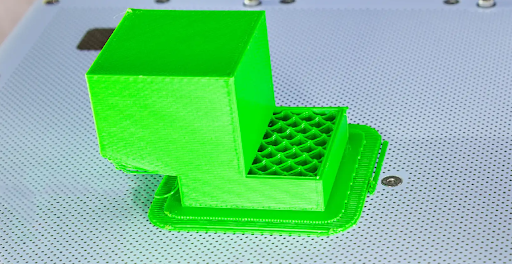
Khi máy in 3D hoạt động ở công suất tối đa có thể dẫn đến những đường viền, khoảng trống không mong muốn trên sản phẩm
Sự xuất hiện những khoảng trống có thể gây mất thẩm mỹ cho sản phẩm in 3D của bạn. Nguyên nhân của vấn đề này có thể xuất phát từ việc giảm căn chỉnh lớp hoặc chồng chéo đường viền được lập trình không chính xác. Ngoài ra, khi máy in 3D hoạt động ở công suất tối đa có thể dẫn đến những đường viền, khoảng trống không mong muốn trên sản phẩm. Ngoài việc mất thẩm mỹ, chúng còn khiến cấu trúc cần thiết của sản phẩm bị yếu đi hoặc mất đi sự hoàn hảo.
Giải pháp có thể giúp giải quyết vấn đề này như sau:
- Điều chỉnh tốc độ in: có thể nói đây là nguyên nhân chính dẫn đến vấn đề trên. Việc điều chỉnh tốc độ in sẽ giúp cân bằng lại cấu hình các khớp nối. Vấn đề này sẽ được giải quyết một cách gọn gàng và đơn giản nhất.
1.7. Các lớp bị nứt hoặc tách rời

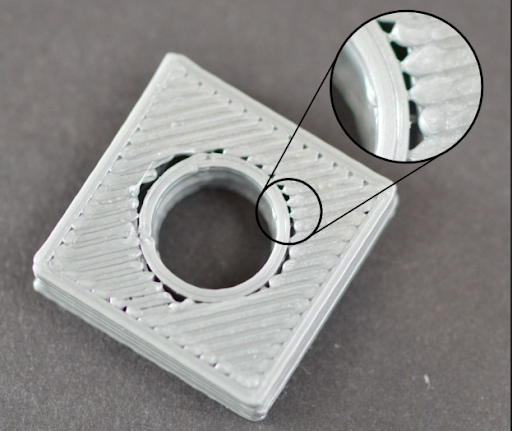
Quá trình in 3D có thể gặp phải vấn đề vật thể in bị nứt hoặc tách lớp
Quá trình in 3D có thể gặp phải vấn đề vật thể in bị nứt hoặc tách lớp. Đặc biệt hơn, các mối nối của đối tượng in giữa các lớp in không chặt chẽ và bị tách rời. Nguyên nhân chính của vấn đề này là do độ bám dính giữa các lớp in quá kém dẫn đến chúng không dính chặt vào nhau. Sự tách lớp in cũng xảy ra khi có sự chênh lệch nhiệt độ giữa chúng.
Một số giải pháp được đề xuất cho vấn đề này như sau:
- Tăng/giảm tốc độ quạt: tùy từng trường hợp chúng ta sẽ lựa chọn tăng giảm tốc độ quạt cho phù hợp.
- Che chắn máy in: tạo môi trường ấm hơn trong quá trình in ấn sẽ phần nào hạn chế được tình trạng này. Hành động này sẽ giúp tránh tình trạng gió lùa gây ra sự thay đổi nhiệt độ thất thường khi in 3D.
1.8. Nóng chảy, uốn cong
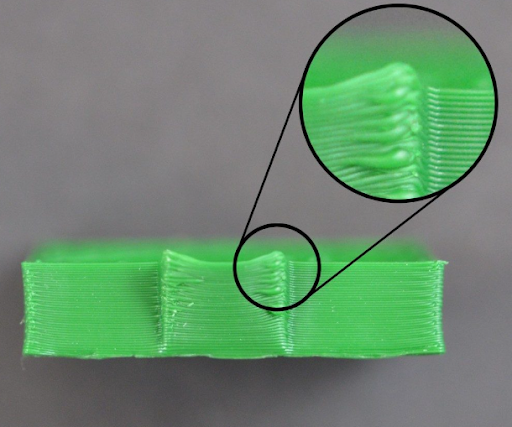
Sản phẩm in 3D có thể bị chảy hoặc biến dạng do nhiệt độ không phù hợp
Sản phẩm in 3D có thể bị tan chảy hoặc biến dạng do nhiệt độ không phù hợp. Một số lớp in có thể bị cong, móp, chảy xệ, v.v. Nguyên nhân chính của vấn đề này là khi nóng chảy ở nhiệt độ quá cao, vật liệu không có thời gian để nguội. Đây là một trong những vấn đề khiến đối tượng in không thể sử dụng được do mất đi cấu trúc ban đầu.
Giải pháp cho tình huống này rất đơn giản:
- Giảm nhiệt độ: cần thường xuyên xem lại các giá trị của quạt lớp và đảm bảo nhiệt độ ổn định. Nhiệt độ cao có thể tạo điều kiện cho chất lỏng đùn ra nhiều hơn nên việc giảm nhiệt độ có thể giúp làm mát lớp in. Sau đó vật liệu sẽ nguội nhanh chóng và chúng ta sẽ có thể thu được kết quả tối ưu.
1.9. Hiện tượng chân voi
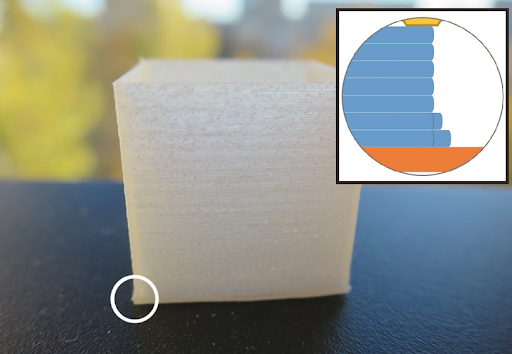
Nguyên nhân chân voi được xác định là do vòi phun quá gần giường in 3D
Chân voi là một khiếm khuyết phổ biến trong in 3D. Đây là khuyết điểm trong đó mặt phẳng ngang của các lớp đầu tiên bị kéo dài quá mức cho phép. Nguyên nhân của sự cố này được xác định là do đầu phun đặt quá gần giường in 3D khiến các lớp đầu tiên phẳng hơn và giãn nở rộng hơn. Ngoài ra, nếu nhiệt độ bàn in quá cao cũng là nguyên nhân gây ra lỗi này trên vật in.
Các giải pháp phổ biến cho vấn đề này bao gồm:
- Điều chỉnh khoảng cách đầu phun: điều này sẽ giúp chúng ta tạo ra những lớp in đầu tiên với tỷ lệ chính xác nhất.
- Điều chỉnh nhiệt độ giường in: khi nhiệt độ giường in cao, nhiệt độ lớp in sẽ quá cao. Điều này có thể khiến nhựa mới lắng đọng nở ra và biến dạng, gây ra hiện tượng chân voi.
1.10. Biến đổi nhiệt độ
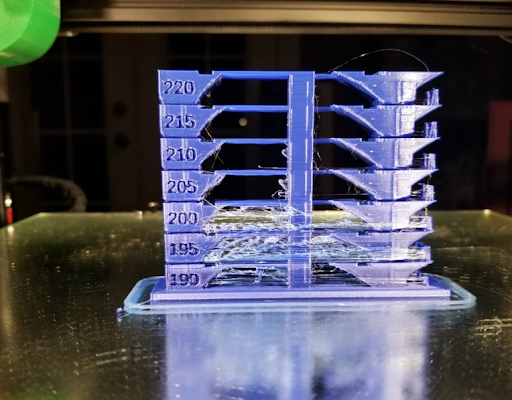
In 3D có thể bị lỗi do biến động nhiệt độ
In 3D có thể bị lỗi do biến động nhiệt độ. Chúng dẫn đến bản in không đều hoặc bị đùn quá mức. Nguyên nhân phổ biến của sự dao động nhiệt độ này là do dây dẫn của hộp sưởi bị hỏng hoặc bị tắc.
Giải pháp nhanh chóng để khắc phục tình trạng này là kiểm tra cẩn thận đường ống của hộp sưởi để tránh bị nứt, vỡ.
Đọc thêm: Loại nhựa nào được sử dụng trong máy in 3D?
2. Kết luận
Tóm lại, in 3D là một trong những phương pháp sản xuất hiện đại và phổ biến trong nhiều lĩnh vực. Trên thực tế, quá trình in 3D cũng có nguy cơ gặp phải nhiều vấn đề không đáng có như các vấn đề liên quan đến giường in, nhiệt độ in, đầu phun, máy đùn,… Tuy nhiên, nhiều giải pháp hữu ích và đa dạng đã được đề xuất cho các vấn đề trên. Việc hiểu rõ các vấn đề và giải pháp có thể xảy ra sẽ giúp ích rất nhiều trong quá trình sản xuất.
3. Giới thiệu về EuroPlas
EuroPlas tự hào là một trong những nhà cung cấp vật liệu uy tín và đáng tin cậy nhất trên toàn thế giới. Bạn có thể dễ dàng tìm và mua bio-filler, color masterbatch, phụ gia nhựa, hợp chất nhựa kỹ thuật, hợp chất nhựa sinh học, v.v. chỉ bằng một cú click chuột. Ngoài ra, hãy đến với blog của EuroPlas ngay hôm nay để cập nhật thêm nhiều thông tin vật liệu hữu ích. Chúng tôi là nhà cung cấp giải pháp vật liệu tối ưu với hàng loạt dòng nhựa chất lượng cao. Các giải pháp của chúng tôi đáp ứng nhu cầu đa dạng của các ngành công nghiệp trên thế giới, không chỉ về tiêu chuẩn và độ tin cậy cao mà còn về nghĩa vụ môi trường.