Kỹ thuật in nylon gần đây đã trở nên phổ biến nhờ mang lại nhiều tính năng và ứng dụng. Hãy cùng xem những lý do hàng đầu tại sao nylon phù hợp cho nhu cầu in 3D, quy trình in 3D nylon và các thủ thuật để có kết quả tối ưu khi in nylon.
Đọc thêm:
Nylon là gì? Các đặc tính và ứng dụng phổ biến
Những điều bạn cần biết khi in 3D bằng Nylon
Bạn có thể in 3D những vật dụng nào bằng nhựa?
1. Tại sao nên chọn Nylon để in 3D?
Nylon còn được gọi là polyamide và được sử dụng để in 3D nhờ các đặc tính vật lý và cơ học tốt của nó. Vì vậy, nylon nổi bật hơn các vật liệu in 3D khác ở chỗ chúng mang lại sự kết hợp của nhiều ưu điểm khác nhau trong các ứng dụng in 3D của nylon.
1.1. Tỷ lệ độ bền trên trọng lượng cao
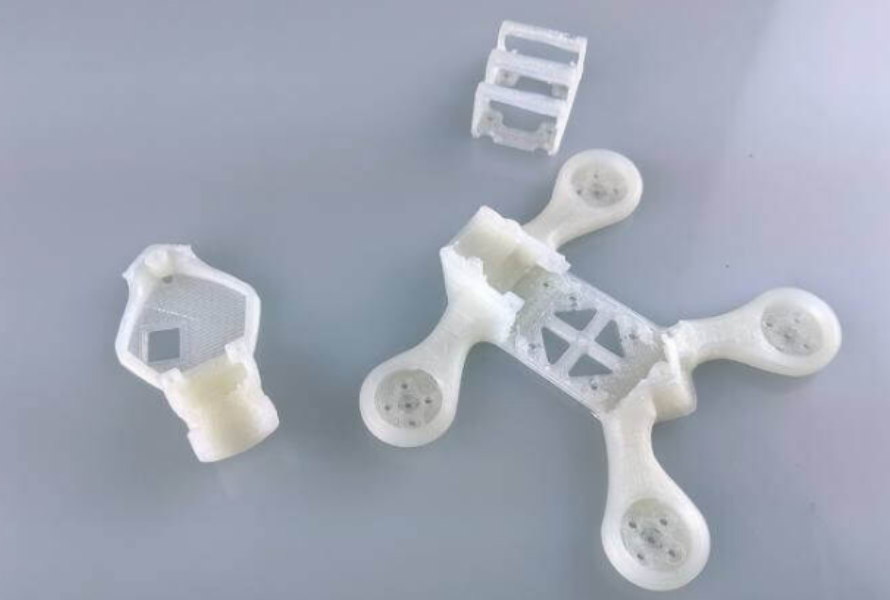
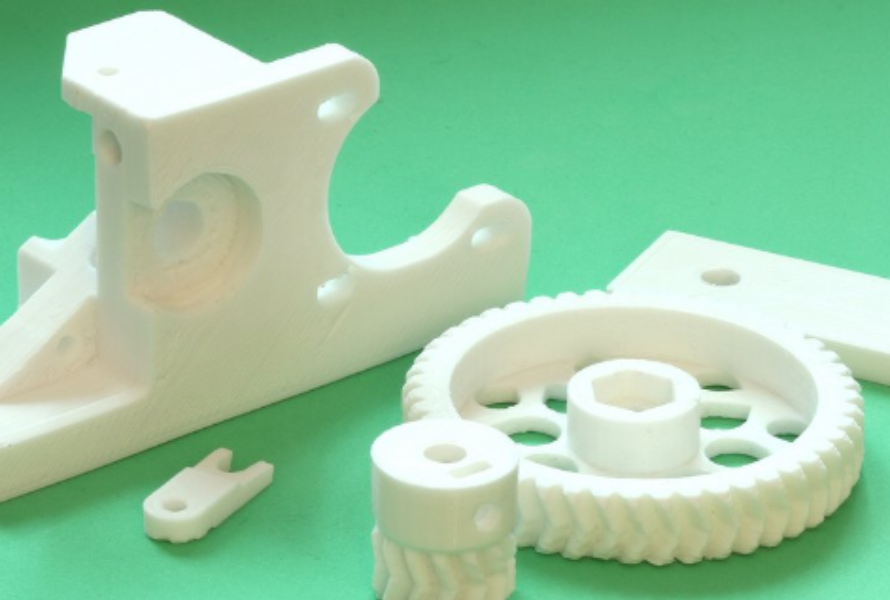
Nylon là vật liệu bền nhưng có sự cân bằng tốt giữa độ bền và trọng lượng, phù hợp để tạo thành các thành phần in 3D nhẹ. Đặc điểm này rất có lợi cho các ứng dụng đòi hỏi các thành phần nhẹ hơn như ô tô, máy bay và thậm chí cả đồ gia dụng.

Nylon tạo ra tỷ lệ độ bền trên trọng lượng cao cho các sản phẩm in 3D.
1.2. Khả năng chống va đập tốt
Một trong những đặc tính nổi bật của nylon là khả năng chống va đập tốt. Các bộ phận in 3D làm từ nylon có khả năng chống chịu rất tốt với các mức độ va đập, sốc và tải đột ngột cao mà không làm mất tính toàn vẹn về mặt cấu trúc của chúng.
1.3. Chịu mài mòn tốt
Do khả năng chống mài mòn, nylon vượt trội hơn nhiều vật liệu được in 3D. Vì vậy, các bộ phận làm từ nylon có thể giữ nguyên chất lượng bề mặt và độ chính xác về kích thước khi sử dụng nhiều hoặc ứng suất dựa trên ma sát.
1.4. Độ ổn định về kích thước tốt
Với nylon, độ ổn định về kích thước được giữ rất tốt; một bộ phận làm từ nylon in 3D vẫn giữ nguyên hình dạng và kích thước bất kể nhiệt độ hay độ ẩm thay đổi. Đặc tính này rất quan trọng đối với các bộ phận có dung sai chặt chẽ và kích thước chính xác.
Đối với những sản phẩm có kích thước chính xác và dung sai chặt chẽ, việc in bằng nylon là điều cần thiết.
2. Kỹ thuật in 3D bằng Nylon
2.1. Fused Deposition Modeling (FDM)
Fused Deposition Modeling là một phương pháp in 3D rất phổ biến để in vật liệu nylon. Quá trình làm nóng chảy và đùn sợi nylon qua vòi phun được làm nóng lên chất nền tạo thành các lớp và vật thể ba chiều.
Quy trình in nylon này, mặc dù rẻ và dễ tiếp cận nhưng thường được sử dụng cho mục đích in 3D tại nhà và quy mô nhỏ.
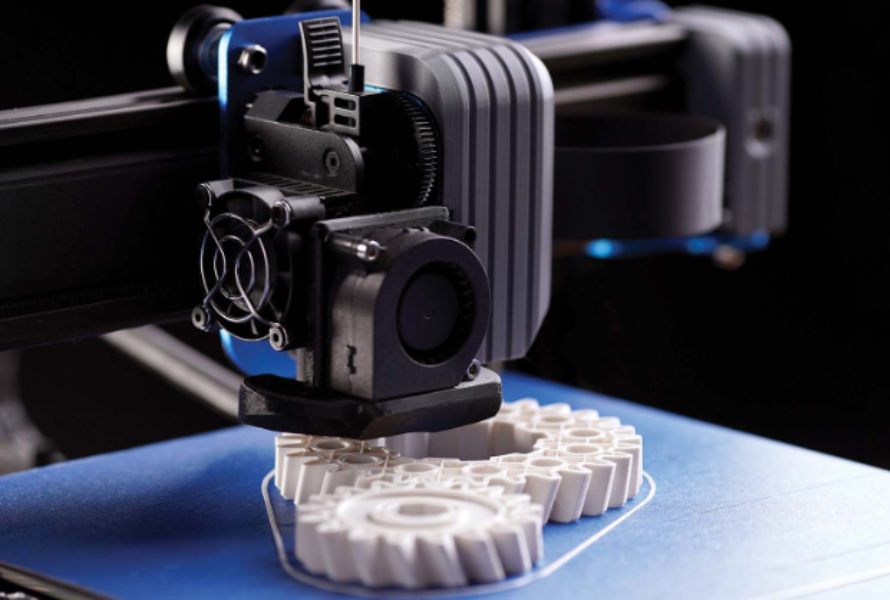
Fused Deposition Modeling (FDM) là một trong những kỹ thuật in nylon phổ biến nhất.
2.2. Selective Laser Sintering (SLS)
SLS hay Laser Beam Sintering là quy trình in nylon 3D dạng bột rất phù hợp. Trong quy trình này, các hạt bột nylon được kết hợp chọn lọc bằng tia laser công suất cao theo từng lớp một, để tạo thành vật thể 3D mong muốn.
SLS có thể dễ dàng in các bộ phận nylon phức tạp, nhiều chi tiết và chắc chắn với độ ổn định cao mà không cần bất kỳ công cụ hỗ trợ nào.
SLS là phương pháp in nylon 3D dạng bột tốt.
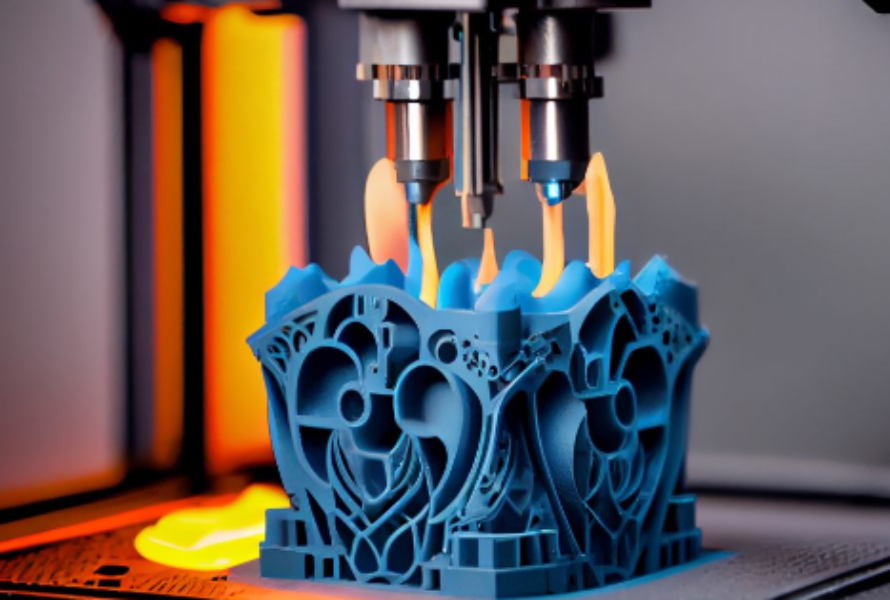
2.3. Multi Jet Fusion (MJF)
Multi Jet Fusion, MJF, là công nghệ in nylon 3D mới nhưng được ứng dụng rộng rãi. Trong quy trình MJF, bột nylon được kết hợp chọn lọc và trở nên rắn chắc bằng cách kết hợp nhiệt và các tác nhân hóa học để tạo ra các bộ phận nylon có độ phân giải cao và bền.

Multi Jet Fusion (MJF) là phương pháp in nylon mới nhưng hiệu quả.
2.4. Stereolithography (SLA)
Mặc dù ít phổ biến hơn trong sản xuất nylon in 3D so với các quy trình khác được mô tả bên trên, Stereolithography, còn được gọi là SLA, có thể được sử dụng để tạo ra các bộ phận nylon.
Trong quy trình này, máy SLA sử dụng nhựa nylon có thể đóng rắn bằng tia UV và đóng rắn từng lớp một để tạo thành vật thể 3D. Thông thường, các bộ phận được tạo ra thông qua SLA có độ hoàn thiện bề mặt và độ chính xác về kích thước tốt.
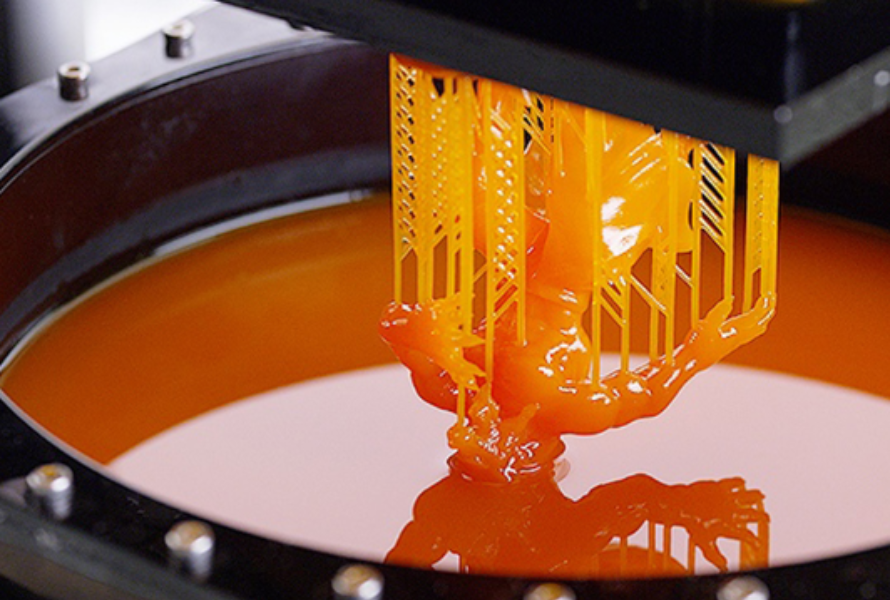
Một kỹ thuật khác để in nylon 3D là Stereolithography (SLA).
3. Các phương pháp hay nhất để in 3D bằng nylon thành công
Có thể cần phải thử nghiệm với các thiết lập và kỹ thuật khác nhau để đạt được kết quả tốt nhất cho ứng dụng cụ thể của bạn. Sau đây là các phương pháp hay nhất khi in 3D bằng nylon mà bạn có thể tham khảo:
1. Chuẩn bị máy in
- Đảm bảo rằng đế in của bạn sạch và không có cặn.
- Hiệu chỉnh máy in của bạn đủ lớn để có đế in bằng phẳng.
- Đặt nhiệt độ đế in theo giá trị khuyến nghị, thường là khoảng 80–100°C, tùy thuộc vào loại sợi nylon.
2. Lựa chọn sợi
- Sử dụng sợi nylon chất lượng tốt, PA6 hoặc PA12, từ một nhà sản xuất có uy tín.
- Đảm bảo sợi khô và được bảo quản đúng cách để tránh hấp thụ độ ẩm - được xem là nguyên nhân chính gây ra lỗi in.
- Sử dụng sợi nylon có điểm nóng chảy thấp vì dễ in.
3. Thiết lập in
- In nylon ở tốc độ chậm hơn, thường là 20-40 mm/giây, để nylon có thời gian bám dính vào cả đế in và lớp bên dưới. Tăng chiều cao lớp đầu tiên lên
- 0,3-0,4 mm để đạt được độ bám dính lớp ban đầu tốt hơn.
- Tăng lớp trên cùng và lớp dưới cùng để tăng độ bền và độ hoàn thiện bề mặt của chi tiết.
4. Làm mát chi tiết
- Nylon phản ứng tốt nhất với việc không làm mát hoặc làm mát rất thấp. Nên giảm hoặc tắt quạt làm mát chi tiết.
- Có thể bắt đầu tắt quạt trong một hoặc hai lớp đầu tiên sau đó bật ở mức thấp ban đầu.
5. Phòng ngừa cong vênh
- Bôi chất thúc đẩy độ bám dính lên bệ in để tăng độ bám dính của chi tiết.
- Nên in một vài lớp đầu tiên ở tốc độ chậm để độ bám dính của nylon với bệ in được tốt.
6. Hậu xử lý
- Để phần in nguội tự nhiên sau khi hoàn tất quá trình in để tránh cong vênh hoặc nứt.
- Phần in có thể được ủ trong lò nung nóng trước để cải thiện các đặc tính cơ học và độ ổn định về kích thước.
Có thể cần phải thử nghiệm nhiều cài đặt và quy trình khác nhau để đạt được thành công trong in 3D nylon.
4. Xử lý sự cố thường gặp khi in nylon
Mặc dù có đặc tính cơ học tuyệt vời và độ bền của chi tiết, nhưng nylon cũng dễ gặp phải các sự cố thường gặp khi in như:
| Vấn đề khi in nylon |
Nguyên nhân |
Cách xử lý |
| Bị cong vênh |
Làm mát nhanh, làm mát không đều, độ bám dính của đế in kém, tốc độ in cao |
- Làm mát nhanh, làm mát không đều, độ bám dính của đế in kém, tốc độ in cao
- Tăng nhiệt độ đế in (80-100°C)
- Sử dụng vành hoặc bè để cải thiện độ bám dính của đế in
- Giảm tốc độ in nylon (20-40 mm/giây)
- Sử dụng vỏ bọc hoặc in trong môi trường ấm
- Bôi chất tăng độ bám dính như keo xịt tóc hoặc keo dán vào đế in
|
| Độ bám dính của lớp kém |
Liên kết giữa các lớp không đủ, nhiệt độ đùn thấp, đùn không đều |
- Tăng nhiệt độ vòi phun (240-270°C)
- Giảm tốc độ in nylon (20-40 mm/giây)
- Tăng hệ số đùn (105-110%)
- Kiểm tra xem có bị tắc một phần hoặc đầu phun bị mòn không
|
| Bị nhả nhựa |
Quá nhiệt, cài đặt độ co lại, tốc độ in cao |
- Giảm nhiệt độ vòi phun (240-260°C)
- Tăng khoảng cách và tốc độ co lại
- Giảm tốc độ in nylon (20-40 mm/giây)
|
| Bị giòn/Độ bền thấp |
Làm mát không đủ, hướng in, chiều cao lớp |
- Ủ phần in trong lò (150-180°C trong 2-4 giờ)
- In các phần có hướng mạnh nhất (ví dụ: dọc theo chiều dài)
- Giảm chiều cao lớp (0,1-0,2 mm)
|
| Bề mặt bị nhám |
Ép đùn không đều, kích thước vòi phun, chiều cao lớp |
- Giảm chiều cao lớp (0,1-0,2 mm)
- Sử dụng kích thước vòi phun nhỏ hơn (0,4 mm trở xuống)
- Hiệu chỉnh các bước đùn và tốc độ dòng chảy
|
| Chi tiết bị tách lớp |
Độ bám dính giữa các lớp không đủ, độ ẩm trong sợi, độ bám dính của lớp nền thấp. |
- Tăng nhiệt độ của vòi phun (240-270°C)
- Làm khô kỹ sợi nylon trước khi in
- Tăng độ bám dính của lớp nền bằng chất xúc tiến hoặc vành/bè
|

Mặc dù nylon có nhiều đặc tính tốt nhưng vẫn có một số vấn đề khi in.
Đọc thêm: Các vấn đề bạn có thể gặp phải khi in 3D
5. Mẹo nâng cao để thành thạo in 3D bằng nylon
5.1. Sử dụng các kỹ thuật bám dính của đế in
Đạt được độ bám dính tốt của đế in là một yếu tố rất quan trọng khi in 3D bằng nylon. Một phương pháp hiệu quả là bôi một lớp keo mỏng, đều lên đế in trước khi in. Các đặc tính bám dính của keo giúp phần nylon bám chặt vào bề mặt.
Một kỹ thuật hiệu quả là phủ một lớp keo mỏng, đều lên bệ in trước khi in nylon.
5.2. Giảm tốc độ in
Nylon có thể khó in ở tốc độ cao do xu hướng cong vênh và tách lớp. Để giảm thiểu những vấn đề này, nên giảm tốc độ in nylon đáng kể, thường là từ 20-40 mm/giây.
5.3. Kiểm soát nhiệt độ đế in và vòi phun
Quản lý nhiệt độ thích hợp là điều cần thiết để in nylon 3D thành công. Phạm vi nhiệt độ bệ in tối ưu cho nylon thường là từ 80-100°C. Nhiệt độ bệ in cao hơn giúp giảm cong vênh và cải thiện độ bám dính của lớp.
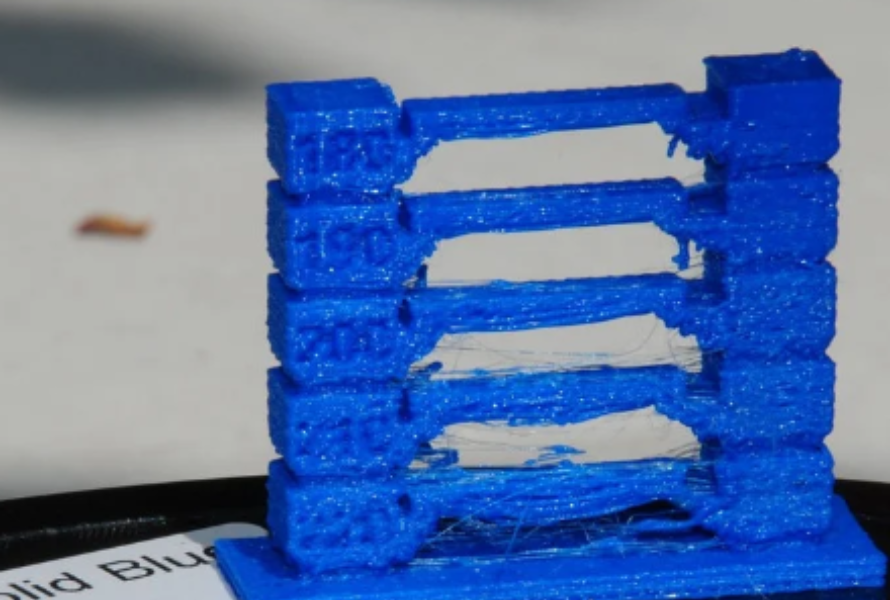
Việc theo dõi và điều chỉnh cẩn thận cả nhiệt độ của đế và vòi phun là tốt cho việc in nylon.
5.4. Bật tính năng rút nhựa
Rút nhựa là một tính năng quan trọng đối với việc in nylon 3D, vì nó giúp ngăn ngừa rỉ và tạo sợi. Rút nhựa hoạt động bằng cách kéo sợi nhựa trở lại một chút khi vòi phun di chuyển giữa các điểm đùn, làm giảm lượng vật liệu được lắng đọng ở các khu vực không mong muốn.
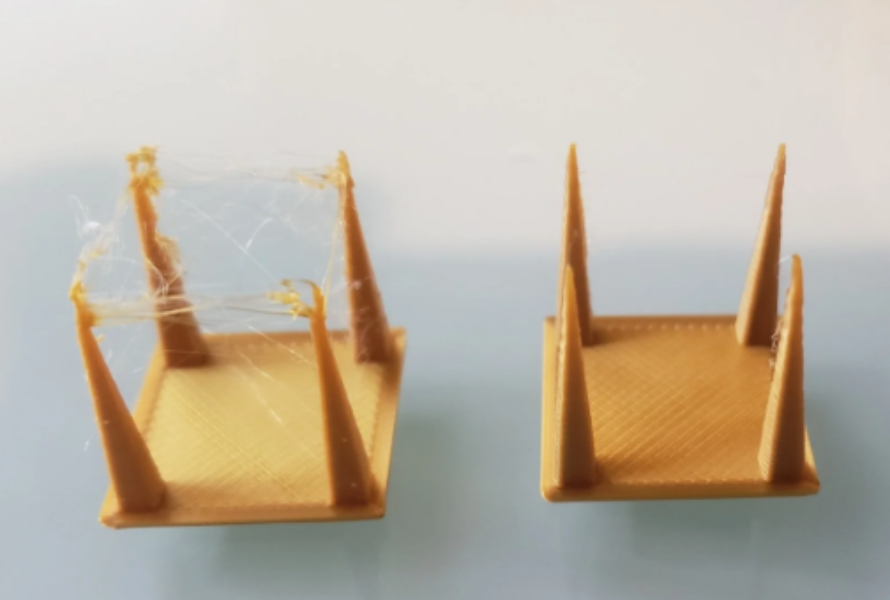
Rút nhựa là một tính năng hữu dụng trong in 3D nylon.
6. Lời kết
Không thể phủ nhận rằng nylon đã trở thành vật liệu thiết yếu trong in 3D. Bằng cách áp dụng các phương pháp hay nhất này và liên tục thử nghiệm quy trình in nylon, bạn sẽ đạt được sản phẩm in nylon 3d theo nhu cầu của mình.
7. Về sản phẩm Polyamide của EuroPlas
EuroPlas là nhà cung cấp hàng đầu về nhựa kỹ thuật hiệu suất cao, bao gồm vật liệu polyamide. Danh mục sản phẩm polyamide của chúng tôi đáp ứng nhiều ứng dụng công nghiệp và nhu cầu in 3D nylon.Các sản phẩm polyamide (PA) của EuroPlas:
Hãy liên hệ với chúng tôi ngay để biết thêm thông tin và để được hỗ trợ cho nhu cầu in nylon của bạn.