Trong bài trước, chúng tôi đã cung cấp cho bạn thông tin chi tiết về máy đùn nhựa và quy trình sản xuất của nó. Hôm nay chúng ta sẽ đi sâu hơn vào một loại của phương pháp này - đùn thổi màng. Vậy đùn thổi màng là gì? Quy trình và ứng dụng của đùn thổi màng như thế nào? Tất cả sẽ được giải đáp ngay sau đây.
1. Đùn thổi màng là gì?
Thổi màng là một hệ thống sản phẩm sản xuất bán thành phẩm liên tục. Tổ hợp đùn thổi có nhiệm vụ tạo bán thành phẩm là các cuộn màng mỏng từ nguyên liệu hạt nhựa và phụ gia. Hệ thống gồm: tổ hợp máy đùn, tổ hợp máy thổi và hệ thống cuộn.
Phương pháp này phù hợp để sản xuất màng bọc thực phẩm, túi ni long và các tấm trải.
2. Quy trình đùn thổi màng
2.1. Một dây chuyền đùn thổi màng cơ bản
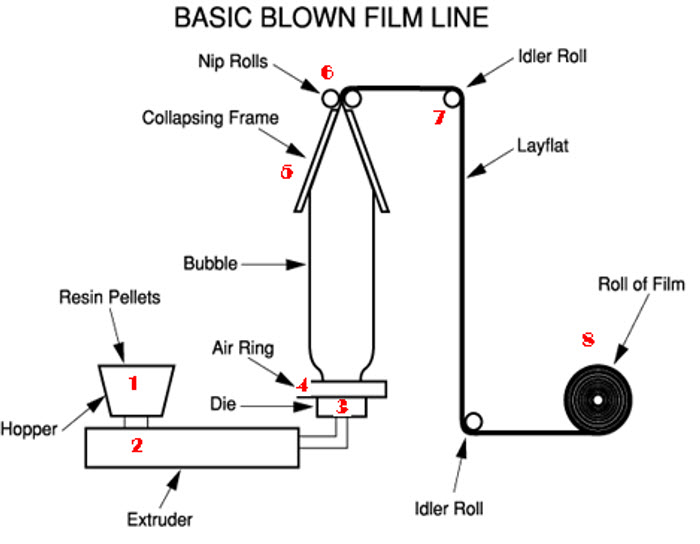
- Phễu nạp liệu: chứa nguyên liệu thô
- Máy đùn: gồm motor, hộp số, trục vít, xylanh, băng nhiệt.
- Đầu khuôn: bộ đầu khuôn thổi bao gồm nhiều lớp khuôn ghép vào nhau
- Mâm gió: gió làm nguội, định hình sản phẩm.
- Khung xếp hông: xếp hông và ép màng thành dạng phẳng
- Lô kéo: kéo màng từ đầu lò lên.
- Lô dẫn: dẫn màng, đỡ, căng màng.
- Cuốn cuộn: cuốn màng vào lỏi.
2.2. Quy trình đùn thổi màng
- Bước 1: Các hạt nhựa được đổ đầy vào phễu nạp liệu. Sau đó, phễu sẽ chuyển nhựa vào 1 thùng và nung nóng nhựa bằng trục vít. Từ đây, nhựa sẽ ở dạng nóng chảy.
- Bước 2: Trục vít sẽ đẩy vật liệu nóng chảy về cuối thùng. Nhựa sẽ được ép đùn qua khuôn. Trong đùn thổi màng, có rất nhiều loại khuôn khác nhau, nhưng loại phổ biến nhất là hình khuyên, là một hình tròn đơn giản.
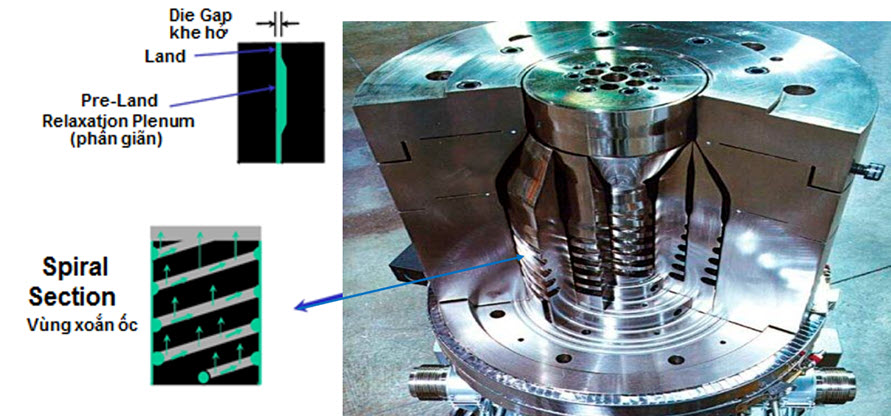
Khi vật liệu nóng chảy đi vào khuôn, không khí sẽ được bơm vào qua một lỗ ở tâm khuôn để thổi phồng chất dẻo thành một ống mỏng.
- Bước 3: Sau đó, màng khi nóng sẽ được làm mát bằng áp suất khí lạnh và được các con lăn nip kéo lên trên.
- Bước 4: Khi màng đi đến các con lăn nip, ở đầu dây, màng bây giờ đã đủ nguội để làm phẳng. Sau đó, màng được vận chuyển xuống hạ lưu bằng các con lăn để xử lý thêm và cuối cùng được quấn thành các cuộn.
3. Các lỗi thường gặp trong đùn thổi màng
Khi xử lý nhựa bằng phương pháp đùn thổi màng, bạn nên nhớ:
- Đầu khuôn: nếu khe hở không đều thì bề dày màng không đều
- Nhiệt độ: nếu không đủ nhiệt thì nhựa không nóng chảy hết, độ nhớt cao khó thổi được màng, màng sinh ra thường bị gel. Còn nếu quá nhiệt nhựa bị cháy tạo ra màng có nhiều đốm đen.
Tốc độ trục vít: càng lớn thì màng càng dày
- Tốc độ kéo: càng nhanh màng càng mỏng
- Lưu lượng khí trong bóng: càng lớn thì màng có quy cách càng lớn, hệ số bùng nở càng lớn.
- Lưu lượng khí làm nguội: càng lớn bóng càng nhanh nguội, màng ít được kết tinh, tính chất cơ lý giảm, nhưng màng lại trong hơn.
3.1. Kém phân tán, tắc lưới

Nguyên nhân của vấn đề này có thể là:
- Sử dụng chất độn đã quá hạn sử dụng, vật liệu bị tắc nghẽn khi đóng thùng máy.
- Sử dụng taical không phù hợp. Hãy nhớ mức độ phân tán chất độn là HDPE> LLDPE> LDPE.
- Trộn chất hút ẩm với vật liệu.
- Máy móc: nhiệt độ không ổn định, thiết bị hao mòn trong thời gian dài sử dụng…
Giải pháp:
- Giảm nhiệt độ nóng chảy hoặc tăng nhiệt độ thùng máy đùn
- Kiểm soát việc lắp đặt cặp nhiệt điện và kiểm soát bộ gia nhiệt chính xác
- Thay thế vít / thùng máy đùn bị mòn hoặc bị hỏng…
- Loại bỏ tạp chất lạ, lông, tơ ...
3.2. Da cá
Đây là hiện tượng màng có nhiều điểm mỏng hơn xuất hiện trên bề mặt film làm giảm độ đồng đều màng, cơ tính, thẩm mỹ. Nguyên nhân do thành phần nguyên liệu có chứa quá nhiều chất bị hóa hơi hoặc phân hủy thành chất bị bay hơi ở điều kiện gia công ( thường là hơi nước).
Giải pháp:
- Tăng nhiệt độ nóng chảy
- Tăng nhiệt độ khuôn
Kích hoạt máy sưởi khuôn
- Tăng khoảng cách khuôn
- Thêm PPA (phụ gia gia công nhựa)

3.3. Xọc màng
Hiện tượng:
- Sau 1 thời gian sản xuất, có lớp cháy đen hoặc vàng bám xung quanh đầu đùn
- Ảnh hưởng đến chất lượng màng : xước hoặc xọc màng
Giải pháp:
- Làm sạch khuôn tại các đường cục bộ
- Tạo khe hở tại khuôn và làm sạch khe hở
- Kiểm tra các vòng không khí bên trong / bên ngoài để biết đúng chỗ tắc nghẽn, rò rỉ và vận tốc không khí cao / thấp tại cục bộ
- Đảm bảo khuôn, khung sập, cuộn nip được căn giữa.
- Kiểm tra xem tất cả các con lăn vận chuyển có quay tự do không; quá trình căng có bị không đồng nhất không? - Loại bỏ các tác động bên ngoài như bụi bẩn
3.4. Màng không đồng nhất (da lươn)
Hiện tượng da lươn xảy ra là do sử dụng vật liệu không tương thích (thường là do tỷ lệ chất độn quá cao) hoặc do nhiễm bẩn.
Giải pháp:
- Xác định nơi gây ra ô nhiễm và loại bỏ nó
- Làm sạch hệ thống xử lý vật liệu nhựa, phễu và máy sấy
- Sử dụng loại chất độn phù hợp
Công ty cổ phần Nhựa Châu Âu (EuP) là nhà sản xuất filler masterbatch lớn nhất thế giới có trụ sở tại Việt Nam. Filler masterbatch của EuP là một sản phẩm đã được kiểm chứng về chất lượng, đã làm hài lòng hàng nghìn khách hàng tại hơn 85 quốc gia trên thế giới. Sản phẩm này là giải pháp hiệu quả về chi phí và giúp bạn nâng cao nhiều đặc tính của sản phẩm cuối cùng.
Nếu bạn muốn biết thêm chi tiết về sản phẩm PP filler masterbatch của chúng tôi, vui lòng điền vào biểu mẫu này hoặc liên hệ với chúng tôi qua email / số điện thoại. Chúng tôi rất sẵn lòng trả lời mọi câu hỏi và thắc mắc về sản phẩm của bạn!